Pumps certified ATEX
ATEX-certified pump is a specialised pumping equipment that meets the standards and requirements of ATEX (ATmosphères EXplosibles). These pumps are designed to operate safely in hazardous areas where there is a risk of explosive atmospheres forming and igniting. ATEX certification ensures that the pumps meet the highest standards of safety and efficiency, making them indispensable equipment in a variety of industries where explosive liquids or gases need to be pumped.
TOP-45 Pumps certified ATEX + other products

VKC Sealless Mag-Drive Vertical Pumps
The vertical centrifugal pump is designed to submerge the pump in the pumped liquid so that the electric motor remains above the liquid level. The semi-submersible chemical pump uses special construction materials and technical solutions that allow it to withstand chemical attack not only from the inside but also from the outside. We offer sealed semi-submersible vertical pumps with magnetic coupling and pumps with mechanical seal for pumping sodium hydroxide and hypochlorite, sulfuric, hydrochloric, nitric acid, alkalis, various corrosive mixtures, solvent, wastewater with chemical impurities, etc.

Dry Screw Pumps AVVS series
AVVS series consists in dry screw vacuum pumps designed tooperate at very deep vacuum capable to achieve 0,05 mbar or deeper if combined with a booster pump. The new patented hybrid screw design ensures higher efficiency due to lower temperature and less power consumption. Different type of coatings protect the internals from corrosion caused by aggressive gas mixture and vapors typical of the process industry, chemical, pharmaceutical and petrochemical applications.
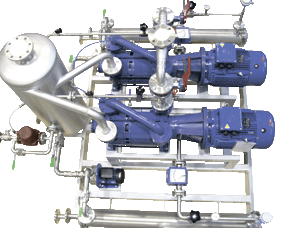
Liquid ring vacuum pump systems & centralized units
Liquid ring vacuum pump systems designed to meet most needs of vacuum of the industry. Developed with one or more pumps acting in parallel depending on the specific needs, the systems are equipped with dedicated equipment for service liquid cooling and recirculation including instrumentation and devices for control and full remote automatic operation including control panel with PLC and VFD. Units for hazardous area, on request.

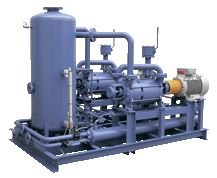
Heavy duty & API 681 liquid ring vacuum pumps & systems
Liquid ring vacuum pumps and systems meeting API 681 standards for chemical and petrochemical applications. Suitable for heavy duties, are available in different exotic materials with single or double cartridge API 682 cartridge mechanical seals. Package design standards in line with most stringent project specifications and quality requirements.
Liquid ring pump condenser exhausters
Liquid ring vacuum pumps are used in centralised vacuum systems and in power generation. The vacuum systems consist of exhaust ventilation units for the main condenser and filling units for the water condenser. The systems are designed for both load and hold modes.
In many cases, the pump is assisted by a first stage gas or steam ejector to improve pump performance at different condenser loads. The ASCO VACUUM team has extensive experience in geothermal applications.
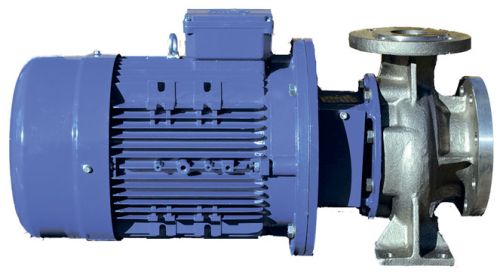
Closed coupled centrifugal pumps
With pump ends conforming to ISO 2858 dimensional and technical standards and to ISO 5199 design criteria, the NCB provides a compact, space-saving arrangement ideal for industrial processes or installations when space is at a premium. NCB pumps are fitted with standard, readily available electric motors so the user can choose an enclosure to suit the application.
Heavy-Duty Casing with integral foot and multi-ribbed discharge flange provides superior resistance to pipe loads.

Centrifugal axial flow pump entirely made of SS
The EL series pumps are designed for pumping liquids containing solid particles. The axial impeller is resistant to wear in contaminated media.

CM monobloc pump series
CMA series pumps are open impeller pumps designed for pumping liquids with suspended solids and solid particles. CMC series pumps are pumps with a closed impeller made of two stainless steel disks. CMA/CMC series pumps are used for transportation of large volumes of chemically active liquids and acids, for petroleum products, in galvanizing, pharmaceutical and paint and varnish industries.

Heavy-duty gear pumps
Heavy-duty gear pumps solve the toughest applications and ensure maximum flow rates when emptying large tanks. The foot-mounted design of the pump allows the use of various types of mechanical seals without changing the design of the pump itself (Universal Seal series). A large bearing cup located at the rear of the pump allows the installation of any seal, from a conventional stuffing box to a double mechanical seal.

Motor speed gear pumps
Viking's motor-speed industrial pumps are designed for increased performance by using double ball bearings and a direct motor-pump arrangement. Reliable mechanical seals and gaskets eliminate leakage and extend pump life.
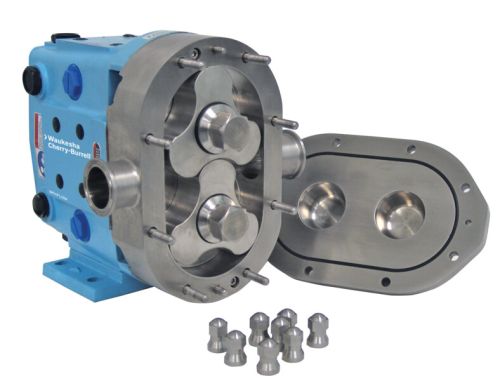
WAUKESHA lobe pumps
Waukesha lobe pumps are represented by two main series: Universal I and Universal II. They differ in operating pressure and some design features. The former operates at a pressure of 13.8 bar, and the latter at 34.5 bar. The Universal II models are equipped with a three-pin stationary seal. The pumps used in the food and pharmaceutical industries meet all hygiene and safety standards. For pharmaceutical equipment, a smooth internal surface is mandatory. For both series of pumps, all parts and structures can be rinsed.

Two-stage liquid ring vacuum pumps of the AVD series
Two-stage vacuum pumps of the AVD-AVDL series are capable of creating a maximum residual pressure of up to 33 mbar. They are in demand in cases where it is necessary to pump out various moisture in the form of steam or liquids in sufficiently large quantities. The reliability of the products is beyond doubt, they are easy to maintain, and they can be used to pump out any gas or vapour. Materials used for manufacturing range from high-quality, particularly resistant cast iron to stainless steel of the highest grades, for example, AISI 316.

Oil rotary vane vacuum pumps AVPL
The AVPL oil rotary lobe pumps are extremely compact thanks to their integrated motor and transmission, making them the ideal choice for compact installations. They are equipped with extremely robust blades that ensure a long service life. Specially designed oil filters ensure excellent oil separation, removing even the smallest oil droplets from the exhaust air.

Dry-operated rotary vane vacuum pumps AVPS
Dry operated rotary vane pumps designed to operate without any lubrication. They require minimum maintenance, which can be carried out easily thanks to the direct access to the vanes. They can be used as vacuum pumps, as compressors, or to produce vacuum and pressure simultaneously.

Pulsation dampeners SandPiper Tranquilizer
Tranquilizers® - pulsation dampers
Designed for use with all reciprocating pumps, the pulsation dampers effectively suppress pulsations by maintaining a constant air cushion volume. All models are available with automatic self-filling and self-release.

Sinus Sodial Pumps
SOMA SINUS SODIAL® is a positive displacement pump. The peculiarity of the pumps is that the chambers are a single unit during movement, and their volume does not change during the pumping process; therefore, the pumped medium is not subjected to any significant mechanical stress. Due to the minimal deformation of the liquid, the pump is capable of pumping highly viscous substances.

General industrial gear pumps
General purpose pumps are widely used in all areas of industrial production around the world due to their gentle handling of the fluid during pumping, as well as their simple and robust design and minimal maintenance. Thanks to the standard connection dimensions, the pumps can be combined with any motor and other drive elements that comply with NEMA or IEC standards.

TITANO Series
The pumps of the TITANO series are designed and manufactured according to API 674 and ASME standards and cover the range of medium power up to 600 kW.
These pumps are studied to guarantee a highly reliable service and to minimize the maintenance operations and the operating costs.
The TITANO series consists of 5 pump sizes in triplex execution. The 31.40 model is manufactured also in quintuplex (model 31.40/Q) and septuplex (model 31.40/S) execution, where the same components of the triplex model are used.

Hose pumps N series
Peristaltic pumps of the N series (roller design) are self-priming peristaltic pumps with a seal-free design. The liquids are transported inside the hose and do not come into contact with any metal parts of the pump.
The pumps are characterised by extremely smooth pumping of the product, thus preventing the formation of emulsions or turbulence. All pumps can be supplied in monoblock versions connected to gearboxes, regulators, electric, diesel, pneumatic or hydraulic motors.

Hose pumps VPH series
The VPH series of peristaltic pumps with shoe technology is our updated peristaltic pump designed for high pressure applications up to 15 bar, with 14 sizes available in flow rates up to 150 m3/h. This is a heavy-duty industrial pump series designed for round-the-clock operation. We have combined the best available materials with clever design solutions to maximise uptime and minimise maintenance.
This pump summarises what we want to achieve: the best pumping solutions for our customers. Our design increases the simplicity and reliability of the pump.

Valisi metallic series V
Valisi metal pumps of the V series are available in a variety of construction materials: aluminium and stainless steel. This series of pumps for industrial applications provides high efficiency and reliability for continuous operation. With a flow rate of up to 908 l/min and a wide variety of materials and channel configurations, you will find the right pump for your application. FDA-compliant metal pumps are available, specially manufactured from materials that are safe for food, beverage, pharmaceutical and cosmetic processes where 3A, USDA or EHEDG standards are not required. The simple, robust design features trouble-free air valve operation, oil-free operation, reliable on/off operation, easy operation and maintenance, and delicate/shear-sensitive product handling. The pumps comply with EU Directive 1935/2004.

Valisi metallic series VC
The modern metal diaphragm pump of VC series features a unique, non-jamming air valve that is simple, robust and reliable, and does not require a separate or mechanically operated pilot valve. The bolted design ensures leak-free pumping of liquids. The pneumatic diaphragm pumps are designed and manufactured to meet the needs of both OEMs and end users. The main characteristics of these pumps are competitive prices, few parts, simple design and maintenance, and high quality. Stainless steel pumps are FDA approved. Aluminium pumps with PTFE diaphragms are explosion-proof and ATEX certified.
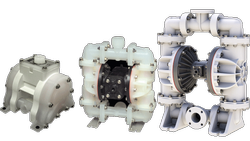
Sandpiper plastic series
The SANDPIPER Non-Metallic AODD Pumps for standard applications are one of the most popular diaphragm pump series. The pumps are available in a wide range of sizes (1/4'' - 3''), casing materials and elastomers. The pumps are most commonly used in production areas where aggressive and explosive liquids need to be pumped. Due to their light weight, these pumps are used in portable versions for pumping liquids from drums.

Valisi non-metallic series
Despite their simple design and operating principle, Valisi plastic diaphragm pumps are characterised by exceptional performance and reliability. They can be used to pump clean liquids with low viscosity as well as abrasive liquids with medium viscosity. In addition, these pumps can handle large particles without damaging the equipment. And thanks to the pneumatic motor, they can be used in explosive atmospheres.

Dellmeco plastic series
DELLMECO air-operated diaphragm pumps (AODD) are suitable for a wide range of applications. They have high abrasion resistance and can withstand aggressive chemicals, including acids, oils, solvents, paints, sludge and even media containing solid particles, such as in wastewater. These pumps can also be used for pumping powders.
All pumps are self-priming and their performance and pressure can be easily controlled. This pump is a positive displacement pump that pumps liquids by the movement of diaphragms driven by compressed air. The casing in contact with the liquid is made of polyethylene (PE), polyethylene conductive, polytetrafluoroethylene (PTFE), polytetrafluoroethylene conductive.

Drum/Barrel Pumps
FINISH THOMPSON is one of the leading manufacturers of barrel pumps and a specialist in centrifugal pumps in general. The range of drum pumps includes plastic and metal models used for emptying containers, barrels, tanks, medium-duty containers and hoppers. The range of centrifugal pumps includes stainless steel pumps, ETFE-coated process pumps, plastic pumps made of polypropylene and PVDF for aggressive, difficult chemicals.

Valisi dosing pumps VD-EMP
Electric metering pumps (piston and diaphragm) are designed for maximum operating ranges. Diaphragm and piston dosing pumps are specially designed for dosing all types of chemicals, whether corrosive, toxic or highly viscous, for water treatment, industrial processes, petrochemicals and agriculture. The main advantage of the pumps is the ability to connect up to four working heads to one motor, and these units can simultaneously pump different types of liquids with different capacities. The pumps themselves are made of high-quality materials, have a robust design and are maintenance-free.
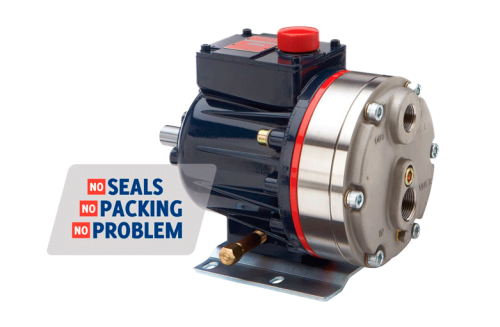
API 674 & API 675 Injection, Transfer and Dosing Pumps
The Wanner Hydra-Cell Pro® G-Series process pumps are highly efficient and reliable for transferring corrosive, non-lubricating and abrasive liquids, injecting and spraying a wide range of fluids. The pumps are equally suitable for high and low pressure applications. The sealed design reduces maintenance and repair costs and minimises the cost of spare parts compared to other pump types. The pumps are available with SAE, ANSI or DIN flanges and IEC or NEMA motor mounts. The equipment is ATEX certified.

API 674 High Horsepower Process Pumps
Reduce energy consumption and lower maintenance costs with Wanner Hydra-Cell Pro® T & Q series, a triplex multi-diaphragm pump (three-piston) or a quintuplex (four-piston) diaphragm pump. These seal-less and packing-free pumps meet API 674 standards and are designed for heavy-duty applications for process, transfer and injection for the oil and gas industry.

API 675 Metering & Dosing Pumps
Hydra-Cell Pro® Metering Solutions pumps meet and, in most cases, exceed API 675 performance standards by providing virtually pulse-free, linear flow, as well as many other operational benefits. Taking advantage of state-of-the-art technology, Hydra-Cell Pro® P-Series metering pumps achieve superior levels of accuracy, repeatability and linearity, delivering precise, consistent flow. This revolution in metering uses the latest electronic flow control available to replace outdated, inaccurate stroke controllers.

Liquid ring pump hybrid systems
Hybrid systems offer the engineering advantage of designing process vacuum systems based on a combination of two or more different technologies to achieve the required performance with the most reliable and efficient solution.

Single stage liquid ring vacuum pumps AVA
The AVA series pumps are designed and manufactured for use in the most critical applications, their main feature being that they are suitable for suction of contaminated gas mixtures, corrosive gases and vapours, explosive gases and vapours of any nature up to normal end vacuum, providing a maximum vacuum of up to 180 mbar. They are manufactured to the highest quality standards.

Single stage liquid ring vacuum pumps AVM & AVL
The AVM and AVL series consist of single-stage liquid ring vacuum pumps designed to achieve deep vacuum. Both series have the same hydraulics but different designs.
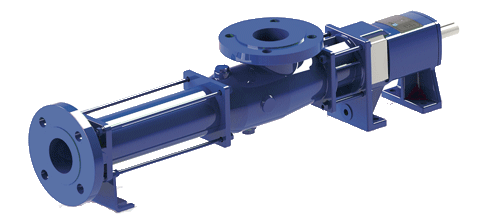
Industrial Progressive Cavity Pump
The pumps are used in various enterprises, industries, in the most difficult operating conditions, ensuring smooth fluid transfer. The pumps are suitable for pumping liquids with low and high viscosity, as well as for pumping abrasive, sticky, crushing and foaming liquids. The pumps are particularly suited for handling products with solid particles. The suction capacity is max. 5m/s. The pumps deliver regular, linear, pulsation-free and measured flow. Quiet operation without vibration.
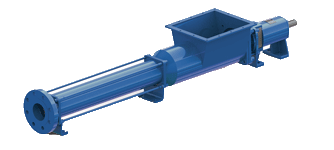
Hopper pumps
The design of the pumps allows them to be used for many different applications. The standard design includes an enlarged rectangular inlet hopper with a screw conveyor that pushes the product to be pumped into the pump's working section. There are versions in which the pump inlet is equipped with a large screw, an integrated cork breaker or both. Most pumps are supplied in a monoblock design (direct connection of the pump to the electric motor) or with a free shaft outlet (without an electric motor).

Screw dosing pump
This compact series of pumps is designed for precise dosing and reliable transfer of liquids under the most demanding operating conditions. The equipment is successfully used across various industrial sectors, ensuring stable and uninterrupted operation of process systems.
The pumps are suitable for pumping both low- and high-viscosity liquids, as well as abrasive, sticky, shear-sensitive and foaming products. Thanks to their gentle operating principle, the pumps ensure the efficient transport of complex media without damaging the product’s structure.
Internal eccentric gear pump
Internal gear pumps of the VD series are positive displacement pumps with a robust and simple design (only two moving parts). This type of design allows for efficient pumping of both liquid and clean media, as well as highly viscous abrasive media with inclusions (e.g. asphalt, chocolate, honey, etc.). The pumps can pump liquids with a viscosity of 100 ~ 1.000.000 cst. The pumps provide a uniform flow and high pressure. The following gear pump designs are available: without axial support, with axial support, in-line design, monoblock design, and high-speed design.

Helical gear pumps
Helical gear pumps are used for pumping viscous liquids at low speeds. These pumps work same gear pumps. Pump shaft transmits circular movement with own gear to other gear on inverse side. While gears leave from other, liquid get full between gears. While gears become close, this liquid moves with rotary motion to outlet. We can have pressure until 20 Bar according to liquid viscose.
Also they are good in where there is a need for uninterrupted capacity for less viscous and medium pressure places.
Horizontal centrifugal pumps
Idrochemical NCM centrifugal pumps comply with the dimensional criteria of ISO 2858 and ISO 5199. The casing and impeller profiles are designed to achieve high hydraulic efficiency and low NPSH.
The NCM line is available in five bearing housing sizes with wide interchangeability of parts, which allows for low maintenance spares.

Vertical centrifugal pumps
You can buy centrifugal vertical single-stage pumps of the NCV series from ASCO PUMPS Ukraine. The maximum shaft length is 5 m. The standard design is designed for rotational speeds up to 2900 rpm. The radial bearings are lubricated by the pumped liquid, provided it does not contain any suspended abrasive particles. If the pumped fluid is slightly abrasive, the radial bearings are lubricated with an external special transparent grease.

In-line centrifugal pumps
Сlose coupled industrial pumps of the NCL series - IN LINE design - are units designed to support technological processes involving the pumping of hazardous liquids. The main field of application of such equipment is the petrochemical and chemical industries. The pumps are indispensable for solving such tasks as pumping acids, caustics, chlorine alkaline solutions, chemical fibers, polymers, volatile organic compounds, sludge pumping and waste treatment. The pumps are CE-marked and comply with applicable European directives such as ATEX.

DB Series Sealless Plastic Pumps
The non-self-priming plastic centrifugal hermetic chemical pumps with magnetic coupling of the DB series are one of the most popular chemical pumps in the pump segment with a capacity of up to 50 m3/h. The pumps are ideal for pumping aggressive liquids such as sodium hydroxide and hypochlorite, sulfuric acid, hydrochloric acid, nitric acid, alkalis, various corrosive mixtures, solvent, wastewater with chemical impurities. The concentration of suspended particles should not exceed 1.25 mg/cubic cm.

SP Series Self-Priming Pumps
The SP series plastic centrifugal sealed chemical pumps with magnetic coupling are ideal for pumping aggressive liquids, various corrosive mixtures, solvent, wastewater with chemical impurities. The concentration of suspended solids should be no more than 1.25 mg/cubic cm. All pump components in contact with the medium are free of metal parts. Thus, no oxidation of the medium occurs in these pumps. The pumps are used even for media where contact with the atmosphere is not permitted.

ANSI UC Sealless Pumps
Designed for use in the most extreme chemical processing applications, the ULTRAChem® series pumps are magnetically driven pumps that meet ANSI standards. The pumps are designed for pumping aggressive, chemically active liquids. The concentration of suspended solids should not exceed 1.25 mg/cubic cm. The pumps are ideal for operation at ultra-low ambient temperatures.

ATEX certified pumps
ATEX certified pumps are specialized pumping equipment that meets the standards and requirements of ATEX (ATmosphères EXplosibles). These pumps are designed for safe operation in explosive environments where there is a risk of explosive atmospheres forming and igniting. ATEX certification guarantees that the pumps meet high standards of safety and efficiency, making them indispensable equipment in various industries where pumping of explosive liquids or gases is required.
Advantages of ATEX certified pumps
- High level of safety and reliability in operation in explosive environments
- Compliance with ATEX standards and requirements as a guarantee of quality and efficiency
- Use of specialized materials and designs to protect against the effects of explosive atmospheres
- Wide selection of pump models and types for various industrial and technical applications
- Easy maintenance and adjustment of ATEX certified pumps for optimal operation
- Guaranteed safety and efficiency when working with various types of explosive environments
Industrial pumps are certified ATEX
ATEX certified industrial pumps are a reliable and safe solution for various industrial tasks. They provide high performance and safety when pumping various explosive liquids, gases and materials.

Key features of ATEX certified pumps
- Special protective systems and devices to ensure safe operation
- ATEX certification as confirmation of compliance with high quality and safety standards
- Individual adjustment and selection of pumps for specific process requirements
- Easy installation and use of pumps to minimize downtime and increase productivity
- High efficiency and reliability when operating in various operating conditions
Conclusion
ATEX certified pumps are indispensable equipment for safe and efficient pumping of explosive environments in various industries and technology. Their high reliability, safety and compliance with ATEX standards make them an attractive choice for specialized technical tasks and operating conditions.
IF YOU DON'T FIND THE RIGHT OPTION, DON'T HESITATE TO CALL US.
WE WILL HELP YOU TO FIND THE RIGHT EQUIPMENT.


