Pumps for Agriculture
Pumps for agriculture play an important role in ensuring the efficient operation of various agricultural processes. They are used to draw water from springs, irrigate fields, pump liquid fertilisers and pesticides, and ensure water circulation in irrigation and water supply systems. Industrial pumps for agriculture are distinguished by high performance, reliability and durability, which makes them indispensable equipment for farms and crop production facilities. They can operate in a variety of conditions and provide a stable water supply even under high loads and in difficult climatic conditions. Pumps for agriculture can be used both for small farm plots and large agro-industrial enterprises, ensuring efficient and economical use of water resources and increasing crop yields.
TOP-15 Pumps for agriculture + other products

Valisi metallic series VC
The modern metal diaphragm pump of VC series features a unique, non-jamming air valve that is simple, robust and reliable, and does not require a separate or mechanically operated pilot valve. The bolted design ensures leak-free pumping of liquids. The pneumatic diaphragm pumps are designed and manufactured to meet the needs of both OEMs and end users. The main characteristics of these pumps are competitive prices, few parts, simple design and maintenance, and high quality. Stainless steel pumps are FDA approved. Aluminium pumps with PTFE diaphragms are explosion-proof and ATEX certified.

Valisi non-metallic series
Despite their simple design and operating principle, Valisi plastic diaphragm pumps are characterised by exceptional performance and reliability. They can be used to pump clean liquids with low viscosity as well as abrasive liquids with medium viscosity. In addition, these pumps can handle large particles without damaging the equipment. And thanks to the pneumatic motor, they can be used in explosive atmospheres.

Hose pumps N series
Peristaltic pumps of the N series (roller design) are self-priming peristaltic pumps with a seal-free design. The liquids are transported inside the hose and do not come into contact with any metal parts of the pump.
The pumps are characterised by extremely smooth pumping of the product, thus preventing the formation of emulsions or turbulence. All pumps can be supplied in monoblock versions connected to gearboxes, regulators, electric, diesel, pneumatic or hydraulic motors.

Hose pumps VPH series
The VPH series of peristaltic pumps with shoe technology is our updated peristaltic pump designed for high pressure applications up to 15 bar, with 14 sizes available in flow rates up to 150 m3/h. This is a heavy-duty industrial pump series designed for round-the-clock operation. We have combined the best available materials with clever design solutions to maximise uptime and minimise maintenance.
This pump summarises what we want to achieve: the best pumping solutions for our customers. Our design increases the simplicity and reliability of the pump.
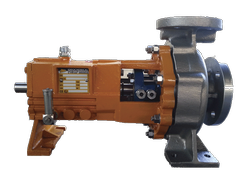
Horizontal centrifugal pumps
Idrochemical NCM centrifugal pumps comply with the dimensional criteria of ISO 2858 and ISO 5199. The casing and impeller profiles are designed to achieve high hydraulic efficiency and low NPSH.
The NCM line is available in five bearing housing sizes with wide interchangeability of parts, which allows for low maintenance spares.
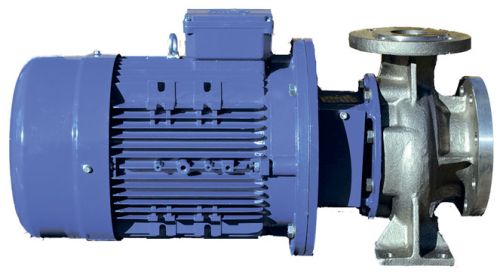
Closed coupled centrifugal pumps
With pump ends conforming to ISO 2858 dimensional and technical standards and to ISO 5199 design criteria, the NCB provides a compact, space-saving arrangement ideal for industrial processes or installations when space is at a premium. NCB pumps are fitted with standard, readily available electric motors so the user can choose an enclosure to suit the application.
Heavy-Duty Casing with integral foot and multi-ribbed discharge flange provides superior resistance to pipe loads.

In-line centrifugal pumps
Сlose coupled industrial pumps of the NCL series - IN LINE design - are units designed to support technological processes involving the pumping of hazardous liquids. The main field of application of such equipment is the petrochemical and chemical industries. The pumps are indispensable for solving such tasks as pumping acids, caustics, chlorine alkaline solutions, chemical fibers, polymers, volatile organic compounds, sludge pumping and waste treatment. The pumps are CE-marked and comply with applicable European directives such as ATEX.

Valisi dosing pumps VD-EMP
Electric metering pumps (piston and diaphragm) are designed for maximum operating ranges. Diaphragm and piston dosing pumps are specially designed for dosing all types of chemicals, whether corrosive, toxic or highly viscous, for water treatment, industrial processes, petrochemicals and agriculture. The main advantage of the pumps is the ability to connect up to four working heads to one motor, and these units can simultaneously pump different types of liquids with different capacities. The pumps themselves are made of high-quality materials, have a robust design and are maintenance-free.
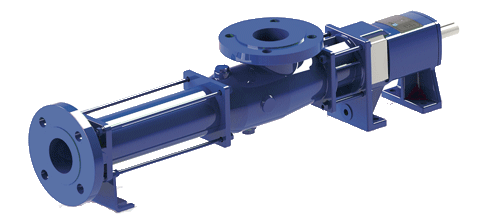
Industrial Progressive Cavity Pump
The pumps are used in various enterprises, industries, in the most difficult operating conditions, ensuring smooth fluid transfer. The pumps are suitable for pumping liquids with low and high viscosity, as well as for pumping abrasive, sticky, crushing and foaming liquids. The pumps are particularly suited for handling products with solid particles. The suction capacity is max. 5m/s. The pumps deliver regular, linear, pulsation-free and measured flow. Quiet operation without vibration.

DB Series Sealless Plastic Pumps
The non-self-priming plastic centrifugal hermetic chemical pumps with magnetic coupling of the DB series are one of the most popular chemical pumps in the pump segment with a capacity of up to 50 m3/h. The pumps are ideal for pumping aggressive liquids such as sodium hydroxide and hypochlorite, sulfuric acid, hydrochloric acid, nitric acid, alkalis, various corrosive mixtures, solvent, wastewater with chemical impurities. The concentration of suspended particles should not exceed 1.25 mg/cubic cm.

SP Series Self-Priming Pumps
The SP series plastic centrifugal sealed chemical pumps with magnetic coupling are ideal for pumping aggressive liquids, various corrosive mixtures, solvent, wastewater with chemical impurities. The concentration of suspended solids should be no more than 1.25 mg/cubic cm. All pump components in contact with the medium are free of metal parts. Thus, no oxidation of the medium occurs in these pumps. The pumps are used even for media where contact with the atmosphere is not permitted.

Stainless steel centrifugal monoblock pumps
ASCO PUMPS offers industrial pumps for the food, cosmetics, pharmaceutical, petrochemical and electroplating industries. All products are manufactured using advanced technologies by cold pressing. This production method allows the pumps to operate in difficult conditions, with an extended and guaranteed service life. The main distinguishing feature of the products is that thicker sheets of 4 mm thick AISI 304/316 stainless steel are used in the production process. This guarantees a long service life of the pumping units. Another important factor is that the corrosion resistance of parts made of stainless steel obtained by cold pressing from rolled products has been significantly increased.

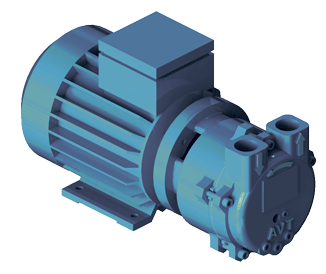
Oil rotary vane vacuum pumps AVPL
The AVPL oil rotary lobe pumps are extremely compact thanks to their integrated motor and transmission, making them the ideal choice for compact installations. They are equipped with extremely robust blades that ensure a long service life. Specially designed oil filters ensure excellent oil separation, removing even the smallest oil droplets from the exhaust air.
Liquid Ring Pumps, series AVM/L, AVA, AVD/L
Liquid ring vacuum pumps are designed and manufactured for pumping air or other media contaminated with corrosive gases or containing large amounts of vapours of various liquids. The pumps are manufactured to the highest quality standards and are available in a variety of materials to suit different environmental conditions. The range of water ring vacuum pumps offers various solutions: compact monoblock versions for space-saving operation, versions with intermediate support and/or free drive shaft for a wide range of drive solutions. ASCO VACUUM water ring pumps are available as single-stage or two-stage pumps. Versions that meet explosion and fire safety requirements are also available.

Side Channel Blowers
Blowers are an excellent choice for many automated projects where the application requires large volumes of clean, dry air at low pressure and vacuum. We strive to provide a solution that allows for easy installation, yet provides low operating noise and energy savings in a small, lightweight design.

Pumps for agriculture
An important aspect of successful agriculture is the right choice of pumps. Pumps for agriculture are specialized equipment used to pump water, fertilizers, chemicals and other liquids required for tilling fields, irrigating crops and meeting the needs of livestock. High-quality pumps for agriculture can significantly simplify soil cultivation and increase yields.
Advantages of using industrial pumps for agriculture
Industrial pumps for agriculture have a number of advantages that make them indispensable equipment for farms:
- High performance: Industrial pumps are capable of pumping large volumes of liquids in a short time, which saves time and increases work efficiency.
- Reliability and durability: High-quality industrial pumps are made of durable materials, robust construction and long service life.
- Adaptability: The pumps are available in a variety of versions, allowing you to choose the right type and model depending on the specific needs of your farm.
- Cost-effectiveness: The use of efficient pumps reduces energy and maintenance costs, which is an important factor for cost-effective business operations in agriculture.

Choosing the right pump for agriculture
There are a number of factors to consider when choosing a pump for agriculture, including:
- The type of liquid being pumped: Depending on the purpose of use, you need to choose a pump that can handle a specific type of fluid, whether it is water, fertiliser, chemicals or others.
- Capacity: It is important to choose a pump with sufficient capacity to meet the needs of your farm.
- Reliability and durability: Pay attention to the quality of materials and construction of the pump to ensure its reliability and durability.
- Energy efficiency: Choose pumps that are highly energy efficient to reduce energy costs and increase cost-effectiveness.
- Service and support: Look to reliable suppliers who offer equipment warranties and expert technical support.
As a result, the right pumps for agriculture can significantly simplify farm or agricultural operations, increase efficiency and yields, and reduce maintenance and energy costs.
IF YOU DON'T FIND THE RIGHT OPTION, DON'T HESITATE TO CALL US.
WE WILL HELP YOU TO FIND THE RIGHT EQUIPMENT.


