Pumps for Chemical industry
Pumps for the chemical industry play an important role in the handling and processing of various chemicals. They are designed for pumping aggressive and corrosive liquids such as acids, solvents, reagents and other chemical components used in various production processes. Industrial pumps for the chemical industry have special characteristics such as corrosion resistance, resistance to aggressive media, and the ability to handle high temperatures and pressures. They can be used in a variety of industries, including chemical production, petrochemicals, pharmaceuticals, mining and manufacturing. Selecting the right pump for a particular chemical processing process plays a key role in ensuring production efficiency and safety.
TOP-17 Pumps for chemical + other products

Non-Metallic AOOD Pump

Metallic AOOD Pump
Pneumatic diaphragm pump for standard operating conditions are one of the most popular series on the market. They are available in a wide range of sizes (1/4" - 3") and are used to handle general-purpose liquids such as clean water, process water, mildly aggressive liquids, liquids with a moderate content of small inclusions, oil products, etc. They are often used in the ceramic, chemical and paint and varnish industries, as well as in the wastewater and utilities sectors.

Hose pumps VPH series
The VPH series of peristaltic pumps with shoe technology is our updated peristaltic pump designed for high pressure applications up to 15 bar, with 14 sizes available in flow rates up to 150 m3/h. This is a heavy-duty industrial pump series designed for round-the-clock operation. We have combined the best available materials with clever design solutions to maximise uptime and minimise maintenance.
This pump summarises what we want to achieve: the best pumping solutions for our customers. Our design increases the simplicity and reliability of the pump.

Hose pumps N series
Peristaltic pumps of the N series (roller design) are self-priming peristaltic pumps with a seal-free design. The liquids are transported inside the hose and do not come into contact with any metal parts of the pump.
The pumps are characterised by extremely smooth pumping of the product, thus preventing the formation of emulsions or turbulence. All pumps can be supplied in monoblock versions connected to gearboxes, regulators, electric, diesel, pneumatic or hydraulic motors.

DB Series Sealless Plastic Pumps
The non-self-priming plastic centrifugal hermetic chemical pumps with magnetic coupling of the DB series are one of the most popular chemical pumps in the pump segment with a capacity of up to 50 m3/h. The pumps are ideal for pumping aggressive liquids such as sodium hydroxide and hypochlorite, sulfuric acid, hydrochloric acid, nitric acid, alkalis, various corrosive mixtures, solvent, wastewater with chemical impurities. The concentration of suspended particles should not exceed 1.25 mg/cubic cm.

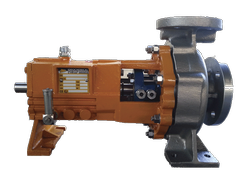
In-line centrifugal pumps
Сlose coupled industrial pumps of the NCL series - IN LINE design - are units designed to support technological processes involving the pumping of hazardous liquids. The main field of application of such equipment is the petrochemical and chemical industries. The pumps are indispensable for solving such tasks as pumping acids, caustics, chlorine alkaline solutions, chemical fibers, polymers, volatile organic compounds, sludge pumping and waste treatment. The pumps are CE-marked and comply with applicable European directives such as ATEX.
Horizontal centrifugal pumps
Idrochemical NCM centrifugal pumps comply with the dimensional criteria of ISO 2858 and ISO 5199. The casing and impeller profiles are designed to achieve high hydraulic efficiency and low NPSH.
The NCM line is available in five bearing housing sizes with wide interchangeability of parts, which allows for low maintenance spares.
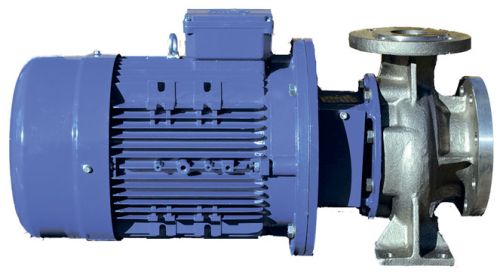
Closed coupled centrifugal pumps
With pump ends conforming to ISO 2858 dimensional and technical standards and to ISO 5199 design criteria, the NCB provides a compact, space-saving arrangement ideal for industrial processes or installations when space is at a premium. NCB pumps are fitted with standard, readily available electric motors so the user can choose an enclosure to suit the application.
Heavy-Duty Casing with integral foot and multi-ribbed discharge flange provides superior resistance to pipe loads.

SP Series Self-Priming Pumps
The SP series plastic centrifugal sealed chemical pumps with magnetic coupling are ideal for pumping aggressive liquids, various corrosive mixtures, solvent, wastewater with chemical impurities. The concentration of suspended solids should be no more than 1.25 mg/cubic cm. All pump components in contact with the medium are free of metal parts. Thus, no oxidation of the medium occurs in these pumps. The pumps are used even for media where contact with the atmosphere is not permitted.

Stainless steel centrifugal monoblock pumps
ASCO PUMPS offers industrial pumps for the food, cosmetics, pharmaceutical, petrochemical and electroplating industries. All products are manufactured using advanced technologies by cold pressing. This production method allows the pumps to operate in difficult conditions, with an extended and guaranteed service life. The main distinguishing feature of the products is that thicker sheets of 4 mm thick AISI 304/316 stainless steel are used in the production process. This guarantees a long service life of the pumping units. Another important factor is that the corrosion resistance of parts made of stainless steel obtained by cold pressing from rolled products has been significantly increased.

Internal gear pumps
Our gear pump ranges are available in capacities from micro litres per hour to 350 m³/h. Maximum discharge pressures range from 8.7 to 150 bar, depending on the required capacity and the characteristics of the fluid to be pumped.
All of our gear pumps provide smooth, pulse-free, precise volumetric pumping over a wide range of temperatures and viscosities, from thin liquids to high viscosity liquids.
With a selection of wetted materials and shaft sealing options, we can offer you the right option for your application.

Rotary lobe pumps
Rotary Lobe Pumps are reliable and efficient solutions for pumping liquids in a wide range of industries that require reliable and wear-resistant technology.
Rotary Lobe Pumps are reliable thanks to its hygiene design, capable of pumping without damaging liquid’s structure, and depending on liquid’s viscosity, Rotary Lobe Pumps have the ability of generating pressure up to 12 Bar.
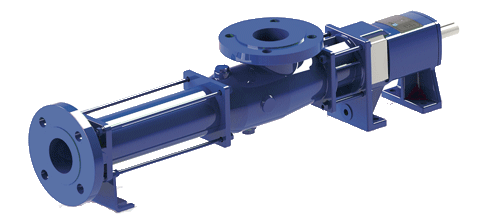
Industrial Progressive Cavity Pump
The pumps are used in various enterprises, industries, in the most difficult operating conditions, ensuring smooth fluid transfer. The pumps are suitable for pumping liquids with low and high viscosity, as well as for pumping abrasive, sticky, crushing and foaming liquids. The pumps are particularly suited for handling products with solid particles. The suction capacity is max. 5m/s. The pumps deliver regular, linear, pulsation-free and measured flow. Quiet operation without vibration.

Valisi dosing pumps VD-EСА
The Valisi VD-ECA series are diaphragm and piston metering pumps with advanced metering control for precise and automatic control. The pumps are designed to accommodate a variety of remote control options such as SCADA, etc.
Valisi dosing pumps VD-EСА
The Valisi VD-ECA series are diaphragm and piston metering pumps with advanced metering control for precise and automatic control. The pumps are designed to accommodate a variety of remote control options such as SCADA, etc.

Filters
ASCO Filtri is a company known for its filters, specialising in the development and production of filtration solutions that are used in various industries. The products are certified and meet the highest international quality and reliability standards. We offer filtration equipment that meets the criteria of modern production tasks: modular self-cleaning designs; cartridges, bag filters; basket mesh filters; self-cleaning filters for water, hydrocarbons; coalescer filters; reverse osmosis filters; filters for water jet treatment of dirty oil. All ASCO FILTRI products are certified according to ISO 9001: 2015: 2015.

Industrial agitators
With sufficiently high power and appropriate design features, mixing devices help to achieve maximum solubility in a viscous liquid, even of solid particles of a suspension. ASCO PUMPS offers you to buy industrial mixers for your needs. This is not a standard product, so ASCO Mixers can develop mixers according to individual customer requests: using different types and diameters of impellers, with different speeds, which leads to different levels of power consumption.
 Pumps for Chemical industry
Pumps for Chemical industry
Efficiency in the chemical industry
Pumps for the chemical industry play an important role in the handling and processing of various chemicals. They are designed to pump aggressive and corrosive liquids such as acids, solvents, reagents and other chemical components used in various production processes.
Specialized features
Industrial pumps for the chemical industry have special characteristics such as corrosion resistance, resistance to aggressive media, and the ability to handle high temperatures and pressures. They can be used in a variety of industries, including chemical production, petrochemicals, pharmaceuticals, mining and manufacturing.
Choosing the right pump
Selecting the right pump for a specific chemical processing process plays a key role in ensuring production efficiency and safety. When selecting a pump for the chemical industry, it is necessary to consider the characteristics of the pumped medium, temperature and pressure conditions, material requirements and resistance to aggressive substances.
Advantages of industrial pumps
Industrial pumps for the chemical industry have a number of advantages, such as high reliability, durability and the ability to operate in extreme conditions. They are able to ensure stable and efficient operation of production processes, which helps to reduce maintenance costs and increase the productivity of the enterprise.
 Chemical pump
Chemical pump
Applications in various industries
Chemical pumps are widely used in a variety of industries, including chemical production, oil and gas, pharmaceuticals, food processing and other areas where aggressive and corrosive liquids need to be pumped. They are an integral part of technological processes, ensuring reliable and safe operation of equipment.
Increase production efficiency
Chemical pumps help to optimize production processes, improve product quality and reduce the time required for technological operations. This helps to improve the efficiency of the enterprise and increase its competitiveness in the market.
IF YOU DON'T FIND THE RIGHT OPTION, DON'T HESITATE TO CALL US.
WE WILL HELP YOU TO FIND THE RIGHT EQUIPMENT.


