Pumps for Processing
Process pumps play an important role in a variety of industries, enabling efficient processing of various substances and materials. They are used to transport liquids, gases and bulk materials at various stages of production processes, such as chemical, food, oil and gas and many others. Industrial processing pumps are characterised by high performance, reliability and durability, making them an integral part of modern production lines and installations. They are able to handle various types of raw materials and provide optimal conditions for further processing, which helps to improve production efficiency and the quality of finished products.
TOP-18 Pumps for processing + other products

Hygienic Progressive Cavity Pump
The hygienic screw pumps are specially designed for use in the food, cosmetics and beverage industries. The pumps have a simple design, which greatly simplifies their cleaning. All metal parts in contact with the pumped product are made of SS304 / SS316 stainless steel. For the transport of materials with high viscosity, pumps with a wide discharge hopper are designed.

Centrifugal axial flow pump entirely made of SS
The EL series pumps are designed for pumping liquids containing solid particles. The axial impeller is resistant to wear in contaminated media.

Sanitary centrifugal stainless steel pump LT series

CM monobloc pump series
CMA series pumps are open impeller pumps designed for pumping liquids with suspended solids and solid particles. CMC series pumps are pumps with a closed impeller made of two stainless steel disks. CMA/CMC series pumps are used for transportation of large volumes of chemically active liquids and acids, for petroleum products, in galvanizing, pharmaceutical and paint and varnish industries.

Heavy-duty gear pumps
Heavy-duty gear pumps solve the toughest applications and ensure maximum flow rates when emptying large tanks. The foot-mounted design of the pump allows the use of various types of mechanical seals without changing the design of the pump itself (Universal Seal series). A large bearing cup located at the rear of the pump allows the installation of any seal, from a conventional stuffing box to a double mechanical seal.

General industrial gear pumps
General purpose pumps are widely used in all areas of industrial production around the world due to their gentle handling of the fluid during pumping, as well as their simple and robust design and minimal maintenance. Thanks to the standard connection dimensions, the pumps can be combined with any motor and other drive elements that comply with NEMA or IEC standards.

Stainless steel self-priming pump for high flow rates QUAD
QUAD pumps have been developed to provide an economical solution to the problem of pumping liquids. They have a suction height of up to 6 m and a pressure head of up to 25 m, which makes them suitable for the most demanding applications.
The absence of valves and other complex mechanisms in motion eliminates the risk of breakage and low productivity.

Flexible impeller pumps
The MENC-INOX industrial pumps are pumps with a flexible stainless steel impeller. The impeller deforms inside the stainless steel casing to provide fast suction of up to 5 m and constant and accurate liquid transfer. In addition, the low speed makes this pump suitable for pumping liquids and media containing solids that require careful handling. Due to the low speed, pumping is carried out without harmful foaming of the emulsion, the so-called "shear effect".

Valisi metallic series V
Valisi metal pumps of the V series are available in a variety of construction materials: aluminium and stainless steel. This series of pumps for industrial applications provides high efficiency and reliability for continuous operation. With a flow rate of up to 908 l/min and a wide variety of materials and channel configurations, you will find the right pump for your application. FDA-compliant metal pumps are available, specially manufactured from materials that are safe for food, beverage, pharmaceutical and cosmetic processes where 3A, USDA or EHEDG standards are not required. The simple, robust design features trouble-free air valve operation, oil-free operation, reliable on/off operation, easy operation and maintenance, and delicate/shear-sensitive product handling. The pumps comply with EU Directive 1935/2004.

Valisi metallic series VC
The modern metal diaphragm pump of VC series features a unique, non-jamming air valve that is simple, robust and reliable, and does not require a separate or mechanically operated pilot valve. The bolted design ensures leak-free pumping of liquids. The pneumatic diaphragm pumps are designed and manufactured to meet the needs of both OEMs and end users. The main characteristics of these pumps are competitive prices, few parts, simple design and maintenance, and high quality. Stainless steel pumps are FDA approved. Aluminium pumps with PTFE diaphragms are explosion-proof and ATEX certified.

Single stage liquid ring vacuum pumps AVA
The AVA series pumps are designed and manufactured for use in the most critical applications, their main feature being that they are suitable for suction of contaminated gas mixtures, corrosive gases and vapours, explosive gases and vapours of any nature up to normal end vacuum, providing a maximum vacuum of up to 180 mbar. They are manufactured to the highest quality standards.
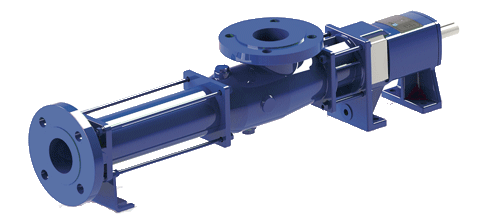
Industrial Progressive Cavity Pump
The pumps are used in various enterprises, industries, in the most difficult operating conditions, ensuring smooth fluid transfer. The pumps are suitable for pumping liquids with low and high viscosity, as well as for pumping abrasive, sticky, crushing and foaming liquids. The pumps are particularly suited for handling products with solid particles. The suction capacity is max. 5m/s. The pumps deliver regular, linear, pulsation-free and measured flow. Quiet operation without vibration.
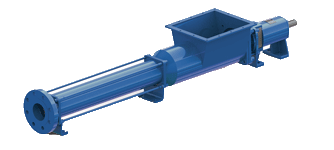
Hopper pumps
The design of the pumps allows them to be used for many different applications. The standard design includes an enlarged rectangular inlet hopper with a screw conveyor that pushes the product to be pumped into the pump's working section. There are versions in which the pump inlet is equipped with a large screw, an integrated cork breaker or both. Most pumps are supplied in a monoblock design (direct connection of the pump to the electric motor) or with a free shaft outlet (without an electric motor).

Screw dosing pump
This compact series of pumps is designed for precise dosing and reliable transfer of liquids under the most demanding operating conditions. The equipment is successfully used across various industrial sectors, ensuring stable and uninterrupted operation of process systems.
The pumps are suitable for pumping both low- and high-viscosity liquids, as well as abrasive, sticky, shear-sensitive and foaming products. Thanks to their gentle operating principle, the pumps ensure the efficient transport of complex media without damaging the product’s structure.
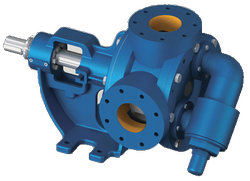
Internal eccentric gear pump
Internal gear pumps of the VD series are positive displacement pumps with a robust and simple design (only two moving parts). This type of design allows for efficient pumping of both liquid and clean media, as well as highly viscous abrasive media with inclusions (e.g. asphalt, chocolate, honey, etc.). The pumps can pump liquids with a viscosity of 100 ~ 1.000.000 cst. The pumps provide a uniform flow and high pressure. The following gear pump designs are available: without axial support, with axial support, in-line design, monoblock design, and high-speed design.

Helical gear pumps
Helical gear pumps are used for pumping viscous liquids at low speeds. These pumps work same gear pumps. Pump shaft transmits circular movement with own gear to other gear on inverse side. While gears leave from other, liquid get full between gears. While gears become close, this liquid moves with rotary motion to outlet. We can have pressure until 20 Bar according to liquid viscose.
Also they are good in where there is a need for uninterrupted capacity for less viscous and medium pressure places.

Rotary lobe pumps
Rotary Lobe Pumps are reliable and efficient solutions for pumping liquids in a wide range of industries that require reliable and wear-resistant technology.
Rotary Lobe Pumps are reliable thanks to its hygiene design, capable of pumping without damaging liquid’s structure, and depending on liquid’s viscosity, Rotary Lobe Pumps have the ability of generating pressure up to 12 Bar.
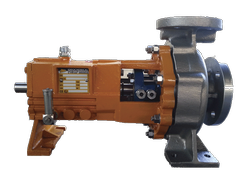
Horizontal centrifugal pumps
Idrochemical NCM centrifugal pumps comply with the dimensional criteria of ISO 2858 and ISO 5199. The casing and impeller profiles are designed to achieve high hydraulic efficiency and low NPSH.
The NCM line is available in five bearing housing sizes with wide interchangeability of parts, which allows for low maintenance spares.
Processing pumps
Industrial processing pumps
Processing pumps are an integral part of many production processes where the movement of liquids, gases or bulk materials is required. These pumps play a key role in the chemical, oil and gas, food and other industries, ensuring efficient and safe processing of raw materials.
Features of processing pumps
Industrial processing pumps are characterized by high performance, reliability and durability. They are designed to operate in harsh production environments and are capable of handling a variety of raw materials, including aggressive chemicals, viscous liquids, and corrosive materials.
Processing Pump Applications
Processing pumps are widely used in various stages of production processes, including raw material feeding, mixing, pumping, filtration, and other operations. They can be used in the chemical industry for mixing reagents, in the food industry for pumping food products, and in the oil and gas industry for extracting and transporting raw materials.
Selecting a Processing Pump
When selecting a processing pump, it is necessary to consider the characteristics of the working environment, performance, pressure, and flow requirements, as well as operating conditions. It is also important to pay attention to the quality of the materials used, the level of noise and vibration, energy efficiency and maintenance.

Advantages of industrial pumps for processing
Industrial pumps for processing provide high productivity and process efficiency, which allows you to reduce production costs and increase the competitiveness of the enterprise. They are also able to operate under increased load and ensure stable operation for a long time without failures.
Conclusion
Processing pumps play an important role in industry, ensuring efficient and safe processing of raw materials at various stages of production. The right choice of pump allows you to optimize production processes, increase productivity and reduce operating costs.
IF YOU DON'T FIND THE RIGHT OPTION, DON'T HESITATE TO CALL US.
WE WILL HELP YOU TO FIND THE RIGHT EQUIPMENT.


