Pumps for Secondary processing
Secondary processing pumps play a key role in industrial processes by ensuring efficient pumping and handling of liquids at various stages of production. These pumps are used to process already prepared liquid media, for example for filtration, cleaning, cooling or mixing, to achieve high product quality and optimise processes. Industrial pumps for secondary processing offer a wide range of models and types suitable for a variety of industries, from chemical and food processing to oil and gas and pharmaceuticals. They are characterised by high performance, reliability and durability, making them indispensable equipment in production. Choosing the right recycling pump is important to ensure process efficiency and resource savings, as well as to minimise the risk of potential accidents and downtime.
TOP-24 Pumps for secondary processing + other products

Hygienic Progressive Cavity Pump
The hygienic screw pumps are specially designed for use in the food, cosmetics and beverage industries. The pumps have a simple design, which greatly simplifies their cleaning. All metal parts in contact with the pumped product are made of SS304 / SS316 stainless steel. For the transport of materials with high viscosity, pumps with a wide discharge hopper are designed.

Valisi dosing pumps VD-EСА
The Valisi VD-ECA series are diaphragm and piston metering pumps with advanced metering control for precise and automatic control. The pumps are designed to accommodate a variety of remote control options such as SCADA, etc.

Dry Screw Pumps AVVS series
AVVS series consists in dry screw vacuum pumps designed tooperate at very deep vacuum capable to achieve 0,05 mbar or deeper if combined with a booster pump. The new patented hybrid screw design ensures higher efficiency due to lower temperature and less power consumption. Different type of coatings protect the internals from corrosion caused by aggressive gas mixture and vapors typical of the process industry, chemical, pharmaceutical and petrochemical applications.

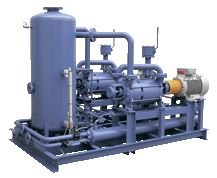
Heavy duty & API 681 liquid ring vacuum pumps & systems
Liquid ring vacuum pumps and systems meeting API 681 standards for chemical and petrochemical applications. Suitable for heavy duties, are available in different exotic materials with single or double cartridge API 682 cartridge mechanical seals. Package design standards in line with most stringent project specifications and quality requirements.
Liquid ring pump condenser exhausters
Liquid ring vacuum pumps are used in centralised vacuum systems and in power generation. The vacuum systems consist of exhaust ventilation units for the main condenser and filling units for the water condenser. The systems are designed for both load and hold modes.
In many cases, the pump is assisted by a first stage gas or steam ejector to improve pump performance at different condenser loads. The ASCO VACUUM team has extensive experience in geothermal applications.

Centrifugal axial flow pump entirely made of SS
The EL series pumps are designed for pumping liquids containing solid particles. The axial impeller is resistant to wear in contaminated media.

Sanitary centrifugal stainless steel pump LT series

CM monobloc pump series
CMA series pumps are open impeller pumps designed for pumping liquids with suspended solids and solid particles. CMC series pumps are pumps with a closed impeller made of two stainless steel disks. CMA/CMC series pumps are used for transportation of large volumes of chemically active liquids and acids, for petroleum products, in galvanizing, pharmaceutical and paint and varnish industries.

Heavy-duty gear pumps
Heavy-duty gear pumps solve the toughest applications and ensure maximum flow rates when emptying large tanks. The foot-mounted design of the pump allows the use of various types of mechanical seals without changing the design of the pump itself (Universal Seal series). A large bearing cup located at the rear of the pump allows the installation of any seal, from a conventional stuffing box to a double mechanical seal.
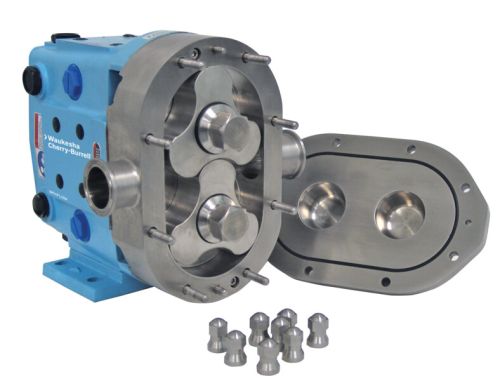
WAUKESHA lobe pumps
Waukesha lobe pumps are represented by two main series: Universal I and Universal II. They differ in operating pressure and some design features. The former operates at a pressure of 13.8 bar, and the latter at 34.5 bar. The Universal II models are equipped with a three-pin stationary seal. The pumps used in the food and pharmaceutical industries meet all hygiene and safety standards. For pharmaceutical equipment, a smooth internal surface is mandatory. For both series of pumps, all parts and structures can be rinsed.

Two-stage liquid ring vacuum pumps of the AVD series
Two-stage vacuum pumps of the AVD-AVDL series are capable of creating a maximum residual pressure of up to 33 mbar. They are in demand in cases where it is necessary to pump out various moisture in the form of steam or liquids in sufficiently large quantities. The reliability of the products is beyond doubt, they are easy to maintain, and they can be used to pump out any gas or vapour. Materials used for manufacturing range from high-quality, particularly resistant cast iron to stainless steel of the highest grades, for example, AISI 316.

Oil rotary vane vacuum pumps AVPL
The AVPL oil rotary lobe pumps are extremely compact thanks to their integrated motor and transmission, making them the ideal choice for compact installations. They are equipped with extremely robust blades that ensure a long service life. Specially designed oil filters ensure excellent oil separation, removing even the smallest oil droplets from the exhaust air.

Dry-operated rotary vane vacuum pumps AVPS
Dry operated rotary vane pumps designed to operate without any lubrication. They require minimum maintenance, which can be carried out easily thanks to the direct access to the vanes. They can be used as vacuum pumps, as compressors, or to produce vacuum and pressure simultaneously.

General industrial gear pumps
General purpose pumps are widely used in all areas of industrial production around the world due to their gentle handling of the fluid during pumping, as well as their simple and robust design and minimal maintenance. Thanks to the standard connection dimensions, the pumps can be combined with any motor and other drive elements that comply with NEMA or IEC standards.

Flexible impeller pumps
The MENC-INOX industrial pumps are pumps with a flexible stainless steel impeller. The impeller deforms inside the stainless steel casing to provide fast suction of up to 5 m and constant and accurate liquid transfer. In addition, the low speed makes this pump suitable for pumping liquids and media containing solids that require careful handling. Due to the low speed, pumping is carried out without harmful foaming of the emulsion, the so-called "shear effect".

Single stage liquid ring vacuum pumps AVA
The AVA series pumps are designed and manufactured for use in the most critical applications, their main feature being that they are suitable for suction of contaminated gas mixtures, corrosive gases and vapours, explosive gases and vapours of any nature up to normal end vacuum, providing a maximum vacuum of up to 180 mbar. They are manufactured to the highest quality standards.

Single stage liquid ring vacuum pumps AVM & AVL
The AVM and AVL series consist of single-stage liquid ring vacuum pumps designed to achieve deep vacuum. Both series have the same hydraulics but different designs.
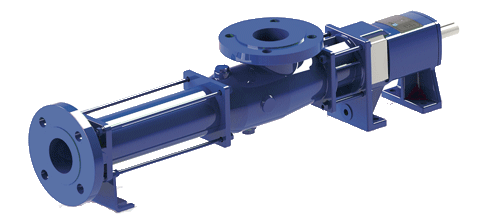
Industrial Progressive Cavity Pump
The pumps are used in various enterprises, industries, in the most difficult operating conditions, ensuring smooth fluid transfer. The pumps are suitable for pumping liquids with low and high viscosity, as well as for pumping abrasive, sticky, crushing and foaming liquids. The pumps are particularly suited for handling products with solid particles. The suction capacity is max. 5m/s. The pumps deliver regular, linear, pulsation-free and measured flow. Quiet operation without vibration.
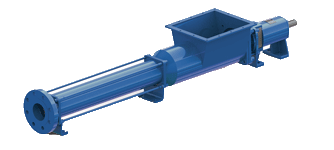
Hopper pumps
The design of the pumps allows them to be used for many different applications. The standard design includes an enlarged rectangular inlet hopper with a screw conveyor that pushes the product to be pumped into the pump's working section. There are versions in which the pump inlet is equipped with a large screw, an integrated cork breaker or both. Most pumps are supplied in a monoblock design (direct connection of the pump to the electric motor) or with a free shaft outlet (without an electric motor).

Screw dosing pump
This compact series of pumps is designed for precise dosing and reliable transfer of liquids under the most demanding operating conditions. The equipment is successfully used across various industrial sectors, ensuring stable and uninterrupted operation of process systems.
The pumps are suitable for pumping both low- and high-viscosity liquids, as well as abrasive, sticky, shear-sensitive and foaming products. Thanks to their gentle operating principle, the pumps ensure the efficient transport of complex media without damaging the product’s structure.
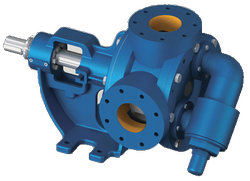
Internal eccentric gear pump
Internal gear pumps of the VD series are positive displacement pumps with a robust and simple design (only two moving parts). This type of design allows for efficient pumping of both liquid and clean media, as well as highly viscous abrasive media with inclusions (e.g. asphalt, chocolate, honey, etc.). The pumps can pump liquids with a viscosity of 100 ~ 1.000.000 cst. The pumps provide a uniform flow and high pressure. The following gear pump designs are available: without axial support, with axial support, in-line design, monoblock design, and high-speed design.

Rotary lobe pumps
Rotary Lobe Pumps are reliable and efficient solutions for pumping liquids in a wide range of industries that require reliable and wear-resistant technology.
Rotary Lobe Pumps are reliable thanks to its hygiene design, capable of pumping without damaging liquid’s structure, and depending on liquid’s viscosity, Rotary Lobe Pumps have the ability of generating pressure up to 12 Bar.

ANSI UC Sealless Pumps
Designed for use in the most extreme chemical processing applications, the ULTRAChem® series pumps are magnetically driven pumps that meet ANSI standards. The pumps are designed for pumping aggressive, chemically active liquids. The concentration of suspended solids should not exceed 1.25 mg/cubic cm. The pumps are ideal for operation at ultra-low ambient temperatures.
Secondary treatment pumps
Wide range of models
Secondary treatment pumps offer a variety of models that ensure efficient pumping and treatment of liquids at different stages of production. They can be used for filtering, cleaning, cooling or mixing substances in various industries.
Applications in various industries
Industrial secondary treatment pumps are widely used in chemical, food, oil and gas, pharmaceutical and other industries. They play an important role in ensuring high quality and production safety, ensuring reliable operation at all stages of production processes.
Efficiency and productivity
Industrial pumps for secondary treatment are distinguished by high productivity, efficiency and reliability. They are able to process large volumes of liquids and ensure stable operation in the most difficult production conditions.
Reliability and durability
Pumps for secondary treatment are made of high-quality materials using advanced production technologies. They have a high degree of reliability and durability, which allows them to operate without failures and downtime for a long time.
Optimization of production processes
The correct choice of a pump for secondary treatment allows you to optimize production processes, improve product quality and reduce costs for maintenance and repair of equipment. This contributes to increasing production efficiency and increasing its competitiveness.
Saving resources
The use of industrial pumps for secondary processing allows for significant savings in resources such as energy, water and raw materials. They ensure efficient use of available resources and reduce production costs.
 Modernization and renewal
Modernization and renewal
With the development of technology and the emergence of new technical solutions, increasingly advanced models of pumps for secondary processing appear on the market. Constant equipment upgrades allow for increased production efficiency and improved product quality.
Individual approach
When choosing a pump for secondary processing, it is important to consider the specifics of a particular production and the requirements for the fluids being processed. Professional consultants and engineers can help you choose the optimal solution, taking into account all the necessary parameters and operating conditions.
Warranty service
Many manufacturers provide warranty service for their pumps for secondary processing, which provides protection against possible malfunctions and breakdowns for a certain period of time. This is an additional advantage when choosing equipment for production.
IF YOU DON'T FIND THE RIGHT OPTION, DON'T HESITATE TO CALL US.
WE WILL HELP YOU TO FIND THE RIGHT EQUIPMENT.


