Pumps for water treatment
Water treatment pumps are specialised devices designed to pump, increase pressure and circulate water in water treatment and purification systems. They play a key role in ensuring the efficient operation of water treatment plants, being responsible for supplying water to filters, ultrafiltration units, reverse osmosis membranes and other elements of the water treatment system.
TOP-16 Pumps for water treatment + other products

Hose pumps VPH series
The VPH series of peristaltic pumps with shoe technology is our updated peristaltic pump designed for high pressure applications up to 15 bar, with 14 sizes available in flow rates up to 150 m3/h. This is a heavy-duty industrial pump series designed for round-the-clock operation. We have combined the best available materials with clever design solutions to maximise uptime and minimise maintenance.
This pump summarises what we want to achieve: the best pumping solutions for our customers. Our design increases the simplicity and reliability of the pump.

Hose pumps N series
Peristaltic pumps of the N series (roller design) are self-priming peristaltic pumps with a seal-free design. The liquids are transported inside the hose and do not come into contact with any metal parts of the pump.
The pumps are characterised by extremely smooth pumping of the product, thus preventing the formation of emulsions or turbulence. All pumps can be supplied in monoblock versions connected to gearboxes, regulators, electric, diesel, pneumatic or hydraulic motors.

Non-Metallic AOOD Pump

Metallic AOOD Pump
Pneumatic diaphragm pump for standard operating conditions are one of the most popular series on the market. They are available in a wide range of sizes (1/4" - 3") and are used to handle general-purpose liquids such as clean water, process water, mildly aggressive liquids, liquids with a moderate content of small inclusions, oil products, etc. They are often used in the ceramic, chemical and paint and varnish industries, as well as in the wastewater and utilities sectors.

Single-stage centrifugal pumps
The product range includes chemical single-stage horizontal centrifugal pumps, horizontal monoblock centrifugal pumps, vertical single-stage centrifugal pumps, single-stage in-line centrifugal pumps and double-suction in-line pumps.

In-line centrifugal pumps
Сlose coupled industrial pumps of the NCL series - IN LINE design - are units designed to support technological processes involving the pumping of hazardous liquids. The main field of application of such equipment is the petrochemical and chemical industries. The pumps are indispensable for solving such tasks as pumping acids, caustics, chlorine alkaline solutions, chemical fibers, polymers, volatile organic compounds, sludge pumping and waste treatment. The pumps are CE-marked and comply with applicable European directives such as ATEX.

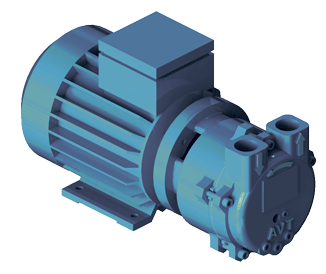
Oil rotary vane vacuum pumps AVPL
The AVPL oil rotary lobe pumps are extremely compact thanks to their integrated motor and transmission, making them the ideal choice for compact installations. They are equipped with extremely robust blades that ensure a long service life. Specially designed oil filters ensure excellent oil separation, removing even the smallest oil droplets from the exhaust air.
Liquid Ring Pumps, series AVM/L, AVA, AVD/L
Liquid ring vacuum pumps are designed and manufactured for pumping air or other media contaminated with corrosive gases or containing large amounts of vapours of various liquids. The pumps are manufactured to the highest quality standards and are available in a variety of materials to suit different environmental conditions. The range of water ring vacuum pumps offers various solutions: compact monoblock versions for space-saving operation, versions with intermediate support and/or free drive shaft for a wide range of drive solutions. ASCO VACUUM water ring pumps are available as single-stage or two-stage pumps. Versions that meet explosion and fire safety requirements are also available.
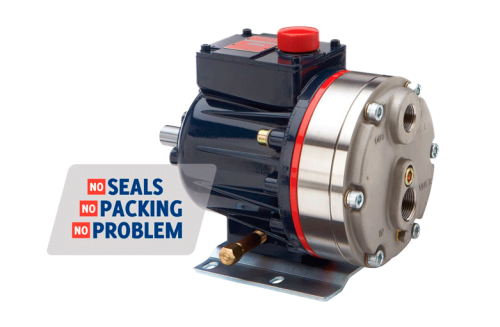
API 674 & API 675 Injection, Transfer and Dosing Pumps
The Wanner Hydra-Cell Pro® G-Series process pumps are highly efficient and reliable for transferring corrosive, non-lubricating and abrasive liquids, injecting and spraying a wide range of fluids. The pumps are equally suitable for high and low pressure applications. The sealed design reduces maintenance and repair costs and minimises the cost of spare parts compared to other pump types. The pumps are available with SAE, ANSI or DIN flanges and IEC or NEMA motor mounts. The equipment is ATEX certified.

API 674 High Horsepower Process Pumps
Reduce energy consumption and lower maintenance costs with Wanner Hydra-Cell Pro® T & Q series, a triplex multi-diaphragm pump (three-piston) or a quintuplex (four-piston) diaphragm pump. These seal-less and packing-free pumps meet API 674 standards and are designed for heavy-duty applications for process, transfer and injection for the oil and gas industry.

Sealless magnetic drive centrifugal pumps
ASCO PUMPS offers chemical pumps for pumping aggressive liquids such as sulfuric acid, hydrochloric and nitric acid, phosphoric acid, alkalis, wastewater with chemical impurities, solvents, salt solutions produced by FINISH THOMPSON INC. The pumps can also pump explosive liquids such as gasoline and diesel fuel.
The main products offered are horizontal and vertical centrifugal pumps with magnetic coupling, including self-priming pumps. In addition, we supply centrifugal horizontal and vertical chemical pumps with mechanical seals made of plastic, pumps for barrels, cans, and Eurocubes. The pumps are manufactured in ANSI sizes, with neodymium magnetic drives, with corrosion-resistant polypropylene and PVDF casing, and stainless steel. The range also includes pumps manufactured in accordance with EC ATEX 100 (explosion-proof version).
Magnetic coupled centrifugal pumps are the best choice of equipment when it is necessary to exclude the possibility of liquid leakage from the pump.

Stainless steel centrifugal monoblock pumps
ASCO PUMPS offers industrial pumps for the food, cosmetics, pharmaceutical, petrochemical and electroplating industries. All products are manufactured using advanced technologies by cold pressing. This production method allows the pumps to operate in difficult conditions, with an extended and guaranteed service life. The main distinguishing feature of the products is that thicker sheets of 4 mm thick AISI 304/316 stainless steel are used in the production process. This guarantees a long service life of the pumping units. Another important factor is that the corrosion resistance of parts made of stainless steel obtained by cold pressing from rolled products has been significantly increased.
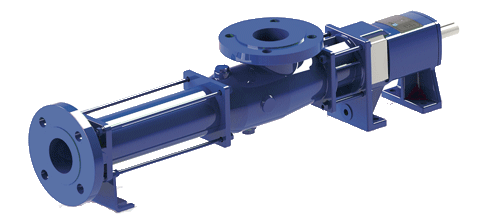
Industrial Progressive Cavity Pump
The pumps are used in various enterprises, industries, in the most difficult operating conditions, ensuring smooth fluid transfer. The pumps are suitable for pumping liquids with low and high viscosity, as well as for pumping abrasive, sticky, crushing and foaming liquids. The pumps are particularly suited for handling products with solid particles. The suction capacity is max. 5m/s. The pumps deliver regular, linear, pulsation-free and measured flow. Quiet operation without vibration.

Industrial agitators
With sufficiently high power and appropriate design features, mixing devices help to achieve maximum solubility in a viscous liquid, even of solid particles of a suspension. ASCO PUMPS offers you to buy industrial mixers for your needs. This is not a standard product, so ASCO Mixers can develop mixers according to individual customer requests: using different types and diameters of impellers, with different speeds, which leads to different levels of power consumption.

Filters
ASCO Filtri is a company known for its filters, specialising in the development and production of filtration solutions that are used in various industries. The products are certified and meet the highest international quality and reliability standards. We offer filtration equipment that meets the criteria of modern production tasks: modular self-cleaning designs; cartridges, bag filters; basket mesh filters; self-cleaning filters for water, hydrocarbons; coalescer filters; reverse osmosis filters; filters for water jet treatment of dirty oil. All ASCO FILTRI products are certified according to ISO 9001: 2015: 2015.

Flowmeters
Electromagnetic induction flowmeters can be used with all types of conductive liquids such as drinking water, wastewater, sludge, process liquids in general and industrial chemicals. Available for the food and pharmaceutical industry with AISI 316 housing, internal PFA and process connections DIN 11851 or CLAMP DIN 32676.
 Key features of water treatment pumps
Key features of water treatment pumps
Capacity
The capacity of a pump is determined by its ability to pump a certain volume of water per unit of time. It is important to choose a pump based on the required water treatment capacity.
Head
The head of a pump shows how high it can lift water. For water treatment systems, choose pumps with a head that ensures efficient operation of all system components.
Materials for pumps
The materials from which the pump is made must be resistant to corrosion, chemical attack and abrasion. Stainless steel, plastics and composite materials are popular choices for pumps in water treatment systems.
Types of pumps for water purification
Centrifugal pumps
Centrifugal pumps are widely used in water treatment systems due to their high performance and ability to generate high pressure. They are suitable for pumping large volumes of water.
Dosing pumps
Dosing pumps are used for the precise injection of reagents in the water treatment process. They automate the dosing process, ensuring high accuracy and repeatability.
Submersible pumps
Submersible pumps are used to pump water from wells, boreholes and tanks. They can operate completely submerged in water, making them ideal for deep water sources.
 Choosing a water treatment pump
Choosing a water treatment pump
When choosing a water purification pump, it is important to consider not only its technical characteristics, but also the operating conditions, the type of water treatment system, and the requirements for the quality and quantity of purified water. It is recommended that you consult with professionals to find the best solution.
Maintenance and operation of water treatment pumps
To ensure the long-term and trouble-free operation of water treatment pumps, it is necessary to carry out regular maintenance, which includes checking the condition of the pump, cleaning it from dirt and replacing worn parts.
Conclusion
Water treatment pumps play an important role in ensuring the efficiency and reliability of water treatment and purification systems. The correct selection, installation and maintenance of pumping equipment can significantly improve the quality of treated water, as well as save resources and money for system operation.
IF YOU DON'T FIND THE RIGHT OPTION, DON'T HESITATE TO CALL US.
WE WILL HELP YOU TO FIND THE RIGHT EQUIPMENT.


