Pumps for Pharmaceutical
Pumps for the pharmaceutical industry play a crucial role in the production and processing of medicines. Industrial pumps for pharmaceuticals are designed to pump various liquids, including drug formulations, solutions, reagents and other ingredients used in the manufacturing process, accurately and safely. These pumps ensure high hygiene and sterility, which is critical in the pharmaceutical industry, where any contamination can have serious consequences for patient health. Pumps for pharmaceutical applications are usually made of high quality materials that meet strict GMP (Good Manufacturing Practice) standards and requirements. They also have functionality that allows for precise dosing and mixing of components, which is essential for the production of high quality medicines. Pharmaceutical pumps are designed with efficiency, reliability and safety in mind to ensure that production lines run smoothly and meet the high standards of the pharmaceutical industry.
TOP-18 Pumps for pharmaceutical + other products

Valisi non-metallic series
Despite their simple design and operating principle, Valisi plastic diaphragm pumps are characterised by exceptional performance and reliability. They can be used to pump clean liquids with low viscosity as well as abrasive liquids with medium viscosity. In addition, these pumps can handle large particles without damaging the equipment. And thanks to the pneumatic motor, they can be used in explosive atmospheres.

Hygienic Series
Pneumatic diaphragm pumps of the hygienic series are made of polished stainless steel AISI 316L. The pumps are hermetically sealed, self-priming, and are designed primarily for pumping of slightly aggressive media, food and cosmetic products. They are used in those industries where there are increased requirements to hygiene, for example dairy production.

Centrifugal pump W +
W+ is a comprehensive range of premium sanitary end-suction centrifugal pumps designed with maximum operating benefits and minimal life cycle costs in mind. Energy-saving sanitary centrifugal pumps of the W+ series are characterized by increased reliability and a high level of hygiene. The pump series consists of 17 standard models.

Stainless steel centrifugal monoblock pumps
ASCO PUMPS offers industrial pumps for the food, cosmetics, pharmaceutical, petrochemical and electroplating industries. All products are manufactured using advanced technologies by cold pressing. This production method allows the pumps to operate in difficult conditions, with an extended and guaranteed service life. The main distinguishing feature of the products is that thicker sheets of 4 mm thick AISI 304/316 stainless steel are used in the production process. This guarantees a long service life of the pumping units. Another important factor is that the corrosion resistance of parts made of stainless steel obtained by cold pressing from rolled products has been significantly increased.

DB Series Sealless Plastic Pumps
The non-self-priming plastic centrifugal hermetic chemical pumps with magnetic coupling of the DB series are one of the most popular chemical pumps in the pump segment with a capacity of up to 50 m3/h. The pumps are ideal for pumping aggressive liquids such as sodium hydroxide and hypochlorite, sulfuric acid, hydrochloric acid, nitric acid, alkalis, various corrosive mixtures, solvent, wastewater with chemical impurities. The concentration of suspended particles should not exceed 1.25 mg/cubic cm.

SP Series Self-Priming Pumps
The SP series plastic centrifugal sealed chemical pumps with magnetic coupling are ideal for pumping aggressive liquids, various corrosive mixtures, solvent, wastewater with chemical impurities. The concentration of suspended solids should be no more than 1.25 mg/cubic cm. All pump components in contact with the medium are free of metal parts. Thus, no oxidation of the medium occurs in these pumps. The pumps are used even for media where contact with the atmosphere is not permitted.

Rotary lobe pump DW
The DW pump series is the newest series of SPX FLOW rotary lobe pumps. No other cam pump on the market today offers such a wide range of functions in one pump. DW pump models are hygienic and meet all the requirements of industrial standards 3-A and EHEDG. All parts in contact with the product are made of AISI 316L stainless steel and the elastomers meet FDA requirements.
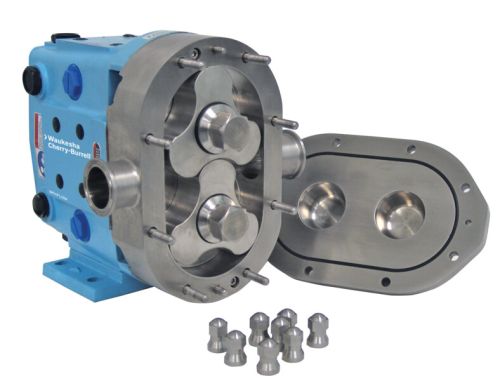
WAUKESHA lobe pumps
Waukesha lobe pumps are represented by two main series: Universal I and Universal II. They differ in operating pressure and some design features. The former operates at a pressure of 13.8 bar, and the latter at 34.5 bar. The Universal II models are equipped with a three-pin stationary seal. The pumps used in the food and pharmaceutical industries meet all hygiene and safety standards. For pharmaceutical equipment, a smooth internal surface is mandatory. For both series of pumps, all parts and structures can be rinsed.

Hose pumps VPH series
The VPH series of peristaltic pumps with shoe technology is our updated peristaltic pump designed for high pressure applications up to 15 bar, with 14 sizes available in flow rates up to 150 m3/h. This is a heavy-duty industrial pump series designed for round-the-clock operation. We have combined the best available materials with clever design solutions to maximise uptime and minimise maintenance.
This pump summarises what we want to achieve: the best pumping solutions for our customers. Our design increases the simplicity and reliability of the pump.

Hose pumps N series
Peristaltic pumps of the N series (roller design) are self-priming peristaltic pumps with a seal-free design. The liquids are transported inside the hose and do not come into contact with any metal parts of the pump.
The pumps are characterised by extremely smooth pumping of the product, thus preventing the formation of emulsions or turbulence. All pumps can be supplied in monoblock versions connected to gearboxes, regulators, electric, diesel, pneumatic or hydraulic motors.

Single stage liquid ring vacuum pumps AVA
The AVA series pumps are designed and manufactured for use in the most critical applications, their main feature being that they are suitable for suction of contaminated gas mixtures, corrosive gases and vapours, explosive gases and vapours of any nature up to normal end vacuum, providing a maximum vacuum of up to 180 mbar. They are manufactured to the highest quality standards.

Dry-operated rotary vane vacuum pumps AVPS
Dry operated rotary vane pumps designed to operate without any lubrication. They require minimum maintenance, which can be carried out easily thanks to the direct access to the vanes. They can be used as vacuum pumps, as compressors, or to produce vacuum and pressure simultaneously.

Side Channel Blowers
Blowers are an excellent choice for many automated projects where the application requires large volumes of clean, dry air at low pressure and vacuum. We strive to provide a solution that allows for easy installation, yet provides low operating noise and energy savings in a small, lightweight design.
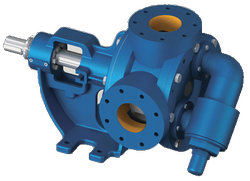
Internal eccentric gear pump
Internal gear pumps of the VD series are positive displacement pumps with a robust and simple design (only two moving parts). This type of design allows for efficient pumping of both liquid and clean media, as well as highly viscous abrasive media with inclusions (e.g. asphalt, chocolate, honey, etc.). The pumps can pump liquids with a viscosity of 100 ~ 1.000.000 cst. The pumps provide a uniform flow and high pressure. The following gear pump designs are available: without axial support, with axial support, in-line design, monoblock design, and high-speed design.

Valisi dosing pumps VD-EMP
Electric metering pumps (piston and diaphragm) are designed for maximum operating ranges. Diaphragm and piston dosing pumps are specially designed for dosing all types of chemicals, whether corrosive, toxic or highly viscous, for water treatment, industrial processes, petrochemicals and agriculture. The main advantage of the pumps is the ability to connect up to four working heads to one motor, and these units can simultaneously pump different types of liquids with different capacities. The pumps themselves are made of high-quality materials, have a robust design and are maintenance-free.

High-pressure homogeniser Rannie/Gaulin
The equipment required for a homogeniser includes all components that can grind liquid particles, resulting in a homogeneous and stable product emulsion. Industrial and laboratory high-pressure homogenisers are direct-acting piston pumps equipped with a pressing unit and a homogenising valve, which can be used in various industries and improve product quality and stability.
What should a homogeniser be used for? Homogenisers are widely used in the dairy, food, healthcare, cosmetic, chemical, biotechnology and pharmaceutical industries. They can provide significant added value, improved product quality and competitive advantage. Systems can be designed and configured to offer specific product characteristics, including:
- Significantly improved product palatability
- Particle size control for more homogeneous, finer emulsions
- Reduced amount of emulsifiers and stabilisers required
- Improved binding to water
- Improved colour properties
- Homogeneous emulsions
- Creams and lotions that are easier to apply

Industrial agitators
With sufficiently high power and appropriate design features, mixing devices help to achieve maximum solubility in a viscous liquid, even of solid particles of a suspension. ASCO PUMPS offers you to buy industrial mixers for your needs. This is not a standard product, so ASCO Mixers can develop mixers according to individual customer requests: using different types and diameters of impellers, with different speeds, which leads to different levels of power consumption.

Filters
ASCO Filtri is a company known for its filters, specialising in the development and production of filtration solutions that are used in various industries. The products are certified and meet the highest international quality and reliability standards. We offer filtration equipment that meets the criteria of modern production tasks: modular self-cleaning designs; cartridges, bag filters; basket mesh filters; self-cleaning filters for water, hydrocarbons; coalescer filters; reverse osmosis filters; filters for water jet treatment of dirty oil. All ASCO FILTRI products are certified according to ISO 9001: 2015: 2015.
Pumps for Pharmaceuticals
Pumps for the pharmaceutical industry play a key role in the production of medicines. They ensure accurate and reliable pumping of the various liquids used in the drug manufacturing process, such as solutions, reagents and various ingredients.
Precision pumping
Industrial pumps for the pharmaceutical industry are highly accurate and precise in their pumping. This is critical to ensure the correct dosage of medicines, as even the slightest deviation can affect their effectiveness and safety.
Strict hygiene and sterility requirements
Pharmaceutical pumps must meet strict hygiene and sterility standards. They are typically made of materials that are resistant to corrosion and have a high level of compatibility with medicinal substances. In addition, they must be easy to clean and disinfect to eliminate the risk of infection.
 Compliance with GMP requirements
Compliance with GMP requirements
Industrial pumps for the pharmaceutical industry must meet the requirements of good manufacturing practice (GMP). This ensures the reliability and safety of the drug manufacturing process as well as the quality of the final product.
Variety of designs and types
There are a variety of pumps for the pharmaceutical industry on the market, including peristaltic, diaphragm, centrifugal and gear pumps. Each has its own advantages and is suitable for specific applications and operating conditions.
Safety and reliability
The safety and reliability of pumps in the pharmaceutical industry is a priority. Therefore, they must be reliable in operation, ensure minimal risks of accidents and failures, and have control and monitoring systems.
IF YOU DON'T FIND THE RIGHT OPTION, DON'T HESITATE TO CALL US.
WE WILL HELP YOU TO FIND THE RIGHT EQUIPMENT.


