Pumps for Vinegar
Vinegar pumps are specialised equipment designed for pumping vinegar liquids in the production processes of the food and chemical industries. They provide reliable and efficient operation when pumping this aggressive medium, have special materials that are resistant to acetic acid and special seals that prevent leakage. Vinegar pumps can be used in a variety of production lines, from food processing plants to chemical plants, where vinegar liquid needs to be pumped for further processing, packaging or mixing. When selecting vinegar pumps, it is important to consider the performance requirements, chemical compatibility, and operating conditions to ensure efficient and safe operation of the equipment in production processes.
TOP-8 Pumps for vinegar + other products

Valisi non-metallic series
Despite their simple design and operating principle, Valisi plastic diaphragm pumps are characterised by exceptional performance and reliability. They can be used to pump clean liquids with low viscosity as well as abrasive liquids with medium viscosity. In addition, these pumps can handle large particles without damaging the equipment. And thanks to the pneumatic motor, they can be used in explosive atmospheres.

Dellmeco plastic series
DELLMECO air-operated diaphragm pumps (AODD) are suitable for a wide range of applications. They have high abrasion resistance and can withstand aggressive chemicals, including acids, oils, solvents, paints, sludge and even media containing solid particles, such as in wastewater. These pumps can also be used for pumping powders.
All pumps are self-priming and their performance and pressure can be easily controlled. This pump is a positive displacement pump that pumps liquids by the movement of diaphragms driven by compressed air. The casing in contact with the liquid is made of polyethylene (PE), polyethylene conductive, polytetrafluoroethylene (PTFE), polytetrafluoroethylene conductive.

Hose pumps VPH series
The VPH series of peristaltic pumps with shoe technology is our updated peristaltic pump designed for high pressure applications up to 15 bar, with 14 sizes available in flow rates up to 150 m3/h. This is a heavy-duty industrial pump series designed for round-the-clock operation. We have combined the best available materials with clever design solutions to maximise uptime and minimise maintenance.
This pump summarises what we want to achieve: the best pumping solutions for our customers. Our design increases the simplicity and reliability of the pump.

Hose pumps N series
Peristaltic pumps of the N series (roller design) are self-priming peristaltic pumps with a seal-free design. The liquids are transported inside the hose and do not come into contact with any metal parts of the pump.
The pumps are characterised by extremely smooth pumping of the product, thus preventing the formation of emulsions or turbulence. All pumps can be supplied in monoblock versions connected to gearboxes, regulators, electric, diesel, pneumatic or hydraulic motors.

Stainless steel centrifugal monoblock pumps
ASCO PUMPS offers industrial pumps for the food, cosmetics, pharmaceutical, petrochemical and electroplating industries. All products are manufactured using advanced technologies by cold pressing. This production method allows the pumps to operate in difficult conditions, with an extended and guaranteed service life. The main distinguishing feature of the products is that thicker sheets of 4 mm thick AISI 304/316 stainless steel are used in the production process. This guarantees a long service life of the pumping units. Another important factor is that the corrosion resistance of parts made of stainless steel obtained by cold pressing from rolled products has been significantly increased.

Valisi dosing pumps VD-EMP
Electric metering pumps (piston and diaphragm) are designed for maximum operating ranges. Diaphragm and piston dosing pumps are specially designed for dosing all types of chemicals, whether corrosive, toxic or highly viscous, for water treatment, industrial processes, petrochemicals and agriculture. The main advantage of the pumps is the ability to connect up to four working heads to one motor, and these units can simultaneously pump different types of liquids with different capacities. The pumps themselves are made of high-quality materials, have a robust design and are maintenance-free.
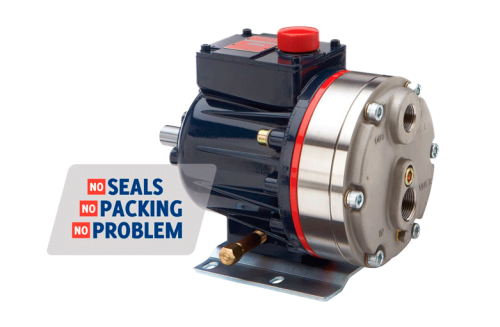
API 674 & API 675 Injection, Transfer and Dosing Pumps
The Wanner Hydra-Cell Pro® G-Series process pumps are highly efficient and reliable for transferring corrosive, non-lubricating and abrasive liquids, injecting and spraying a wide range of fluids. The pumps are equally suitable for high and low pressure applications. The sealed design reduces maintenance and repair costs and minimises the cost of spare parts compared to other pump types. The pumps are available with SAE, ANSI or DIN flanges and IEC or NEMA motor mounts. The equipment is ATEX certified.

DB Series Sealless Plastic Pumps
The non-self-priming plastic centrifugal hermetic chemical pumps with magnetic coupling of the DB series are one of the most popular chemical pumps in the pump segment with a capacity of up to 50 m3/h. The pumps are ideal for pumping aggressive liquids such as sodium hydroxide and hypochlorite, sulfuric acid, hydrochloric acid, nitric acid, alkalis, various corrosive mixtures, solvent, wastewater with chemical impurities. The concentration of suspended particles should not exceed 1.25 mg/cubic cm.
Vinegar pumps: essential equipment in the food and chemical industry
The advantages of using vinegar pumps
Vinegar pumps are an important component of production processes in the food and chemical industry. They are specially designed for pumping vinegar liquid, ensuring reliable and efficient operation in plants where vinegar products are manufactured or where vinegar is used as a raw material for the production of other chemical compounds.
Characteristics of industrial vinegar pumps
Industrial vinegar pumps have a number of features that make them the ideal choice for handling this aggressive medium. They are made of special materials that are resistant to acetic acid and are equipped with special seals that prevent liquid leakage and ensure the safety of the pumping process.
Application of vinegar pumps in industry
Vinegar pumps are widely used in the food and chemical industry. They are used in vinegar production plants where vinegar liquid is pumped for further processing, packaging and sale. They are also used in chemical plants where vinegar is used as a raw material for various chemical compounds.
Choosing a vinegar pump
When choosing a vinegar pump, it is important to consider a number of factors, including performance, type of material used, compatibility with the vinegar medium and operating conditions. Only the right pump will ensure that the vinegar liquid is pumped efficiently and safely.
IF YOU DON'T FIND THE RIGHT OPTION, DON'T HESITATE TO CALL US.
WE WILL HELP YOU TO FIND THE RIGHT EQUIPMENT.


