Pumps for Oil, fats and mayonnaise
Oil, grease and mayonnaise pumps are specialised equipment designed to efficiently move and pump viscous liquids in the food and industrial sector. They play a key role in food production processes, ensuring the continuous and safe movement of oils, fats and mayonnaise at various stages of production, from mixing ingredients to packaging finished products. These pumps have special design features such as robust seals, high temperature resistance and food standard compatibility, making them a reliable and safe choice for food manufacturers. It is important to choose pumps specifically designed to handle oils, fats and mayonnaise to ensure efficient and hygienic production that meets all quality and safety standards.
TOP-12 Pumps for oil, fats and mayonnaise + other products

Valisi non-metallic series
Despite their simple design and operating principle, Valisi plastic diaphragm pumps are characterised by exceptional performance and reliability. They can be used to pump clean liquids with low viscosity as well as abrasive liquids with medium viscosity. In addition, these pumps can handle large particles without damaging the equipment. And thanks to the pneumatic motor, they can be used in explosive atmospheres.

Hygienic Series
Pneumatic diaphragm pumps of the hygienic series are made of polished stainless steel AISI 316L. The pumps are hermetically sealed, self-priming, and are designed primarily for pumping of slightly aggressive media, food and cosmetic products. They are used in those industries where there are increased requirements to hygiene, for example dairy production.

Valisi metallic series VC
The modern metal diaphragm pump of VC series features a unique, non-jamming air valve that is simple, robust and reliable, and does not require a separate or mechanically operated pilot valve. The bolted design ensures leak-free pumping of liquids. The pneumatic diaphragm pumps are designed and manufactured to meet the needs of both OEMs and end users. The main characteristics of these pumps are competitive prices, few parts, simple design and maintenance, and high quality. Stainless steel pumps are FDA approved. Aluminium pumps with PTFE diaphragms are explosion-proof and ATEX certified.

Flexible impeller pumps
The MENC-INOX industrial pumps are pumps with a flexible stainless steel impeller. The impeller deforms inside the stainless steel casing to provide fast suction of up to 5 m and constant and accurate liquid transfer. In addition, the low speed makes this pump suitable for pumping liquids and media containing solids that require careful handling. Due to the low speed, pumping is carried out without harmful foaming of the emulsion, the so-called "shear effect".

Rotary lobe pumps
Rotary Lobe Pumps are reliable and efficient solutions for pumping liquids in a wide range of industries that require reliable and wear-resistant technology.
Rotary Lobe Pumps are reliable thanks to its hygiene design, capable of pumping without damaging liquid’s structure, and depending on liquid’s viscosity, Rotary Lobe Pumps have the ability of generating pressure up to 12 Bar.

Rotary lobe pump DW
The DW pump series is the newest series of SPX FLOW rotary lobe pumps. No other cam pump on the market today offers such a wide range of functions in one pump. DW pump models are hygienic and meet all the requirements of industrial standards 3-A and EHEDG. All parts in contact with the product are made of AISI 316L stainless steel and the elastomers meet FDA requirements.
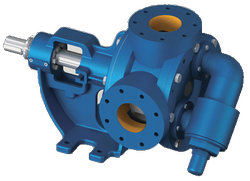
Internal eccentric gear pump
Internal gear pumps of the VD series are positive displacement pumps with a robust and simple design (only two moving parts). This type of design allows for efficient pumping of both liquid and clean media, as well as highly viscous abrasive media with inclusions (e.g. asphalt, chocolate, honey, etc.). The pumps can pump liquids with a viscosity of 100 ~ 1.000.000 cst. The pumps provide a uniform flow and high pressure. The following gear pump designs are available: without axial support, with axial support, in-line design, monoblock design, and high-speed design.

Hose pumps N series
Peristaltic pumps of the N series (roller design) are self-priming peristaltic pumps with a seal-free design. The liquids are transported inside the hose and do not come into contact with any metal parts of the pump.
The pumps are characterised by extremely smooth pumping of the product, thus preventing the formation of emulsions or turbulence. All pumps can be supplied in monoblock versions connected to gearboxes, regulators, electric, diesel, pneumatic or hydraulic motors.

Hose pumps VPH series
The VPH series of peristaltic pumps with shoe technology is our updated peristaltic pump designed for high pressure applications up to 15 bar, with 14 sizes available in flow rates up to 150 m3/h. This is a heavy-duty industrial pump series designed for round-the-clock operation. We have combined the best available materials with clever design solutions to maximise uptime and minimise maintenance.
This pump summarises what we want to achieve: the best pumping solutions for our customers. Our design increases the simplicity and reliability of the pump.

Hygienic Progressive Cavity Pump
The hygienic screw pumps are specially designed for use in the food, cosmetics and beverage industries. The pumps have a simple design, which greatly simplifies their cleaning. All metal parts in contact with the pumped product are made of SS304 / SS316 stainless steel. For the transport of materials with high viscosity, pumps with a wide discharge hopper are designed.
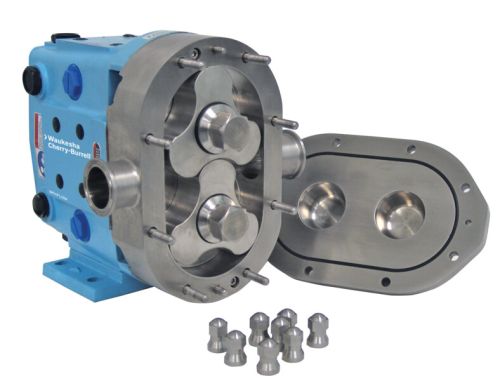
WAUKESHA lobe pumps
Waukesha lobe pumps are represented by two main series: Universal I and Universal II. They differ in operating pressure and some design features. The former operates at a pressure of 13.8 bar, and the latter at 34.5 bar. The Universal II models are equipped with a three-pin stationary seal. The pumps used in the food and pharmaceutical industries meet all hygiene and safety standards. For pharmaceutical equipment, a smooth internal surface is mandatory. For both series of pumps, all parts and structures can be rinsed.

Valves and control units
Valves are the most important components of every plant. APV offers a wide range of sanitary valves, including butterfly, single-seat and double-seat valves. Additional special valves are also available, such as control, check, constant pressure and integrated safety valves. APV valves are designed to meet the ever-increasing demands for: free product flow, flow control, safe separation of liquids, and perfect cleaning.
Oil, grease and mayonnaise pumps
Oil, fat and mayonnaise pumps are essential equipment in the food industry, where viscous and dense liquids need to be pumped. They play a key role in the production of oils, fats and mayonnaise, ensuring their movement from the mixing point to the packaging of the finished product.
Functionality and application
Industrial oil, fat and mayonnaise pumps are designed to handle viscous and abrasive liquids commonly used in the food industry. They can handle various types of oils, fats and mayonnaise, including vegetable and animal fats, as well as mixtures of different ingredients.
Design features
Oil, fat and mayonnaise pumps have special design features that ensure safe and efficient handling of viscous liquids. These include robust seals, corrosion and wear resistance, and high flow rates to ensure continuous product transfer.
Advantages of use
The use of specialized pumps for oil, fats and mayonnaise increases the productivity and efficiency of production processes, reduces the time and costs of equipment maintenance and repair, and ensures high quality of the final product.
Selecting a pump
When choosing an oil, fat and mayonnaise pump, it is important to consider factors such as the type of fluids used, the capacity and pressure requirements, and the operating conditions. It is essential to choose pumps that meet all safety and hygiene standards to ensure that your production meets all regulations and requirements.
Conclusion
Oil, grease and mayonnaise pumps play an important role in food production, ensuring that viscous liquids are handled reliably and safely throughout the various stages of production. Choosing the right pump for the right production process is key to ensuring efficient and safe operation of the entire system.
IF YOU DON'T FIND THE RIGHT OPTION, DON'T HESITATE TO CALL US.
WE WILL HELP YOU TO FIND THE RIGHT EQUIPMENT.


