Pumps for Separated oil processing
Separated oil handling pumps are specialised equipment designed to pump and handle oil products after the separation process. After separation into oil, water and gas in the course of well operations or other technological processes, it is necessary to pump and handle the separated oil for further processing or transportation. Pumps for this purpose have special characteristics that allow them to work with aggressive liquids containing oil and other petroleum products, as well as to provide a high level of reliability and efficiency in the oil industry. They can be used at various stages of the technological process, including pumping oil from storage facilities, separators or tanks for further purification, preparation for further processing or transportation. When choosing pumps for handling separated oil, it is important to consider the requirements for performance, chemical compatibility, service life and maintenance to ensure reliable and efficient operation of the equipment in the oil industry.
TOP-4 Pumps for separated oil processing + other products
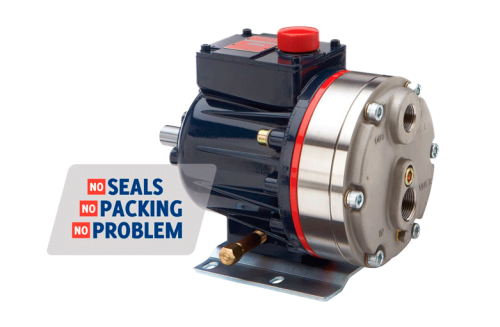
API 674 & API 675 Injection, Transfer and Dosing Pumps
The Wanner Hydra-Cell Pro® G-Series process pumps are highly efficient and reliable for transferring corrosive, non-lubricating and abrasive liquids, injecting and spraying a wide range of fluids. The pumps are equally suitable for high and low pressure applications. The sealed design reduces maintenance and repair costs and minimises the cost of spare parts compared to other pump types. The pumps are available with SAE, ANSI or DIN flanges and IEC or NEMA motor mounts. The equipment is ATEX certified.

API 674 High Horsepower Process Pumps
Reduce energy consumption and lower maintenance costs with Wanner Hydra-Cell Pro® T & Q series, a triplex multi-diaphragm pump (three-piston) or a quintuplex (four-piston) diaphragm pump. These seal-less and packing-free pumps meet API 674 standards and are designed for heavy-duty applications for process, transfer and injection for the oil and gas industry.
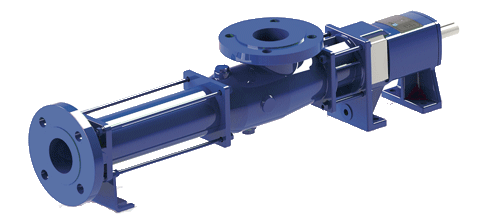
Industrial Progressive Cavity Pump
The pumps are used in various enterprises, industries, in the most difficult operating conditions, ensuring smooth fluid transfer. The pumps are suitable for pumping liquids with low and high viscosity, as well as for pumping abrasive, sticky, crushing and foaming liquids. The pumps are particularly suited for handling products with solid particles. The suction capacity is max. 5m/s. The pumps deliver regular, linear, pulsation-free and measured flow. Quiet operation without vibration.

Hose pumps VPH series
The VPH series of peristaltic pumps with shoe technology is our updated peristaltic pump designed for high pressure applications up to 15 bar, with 14 sizes available in flow rates up to 150 m3/h. This is a heavy-duty industrial pump series designed for round-the-clock operation. We have combined the best available materials with clever design solutions to maximise uptime and minimise maintenance.
This pump summarises what we want to achieve: the best pumping solutions for our customers. Our design increases the simplicity and reliability of the pump.

Pumps for handling separated oil: Key features and benefits
Industrial pumps for handling separated oil: Key features
Industrial separated oil handling pumps play an important role in the oil industry, ensuring reliable pumping and handling of oil products after the separation process. They have special characteristics that allow them to work effectively with aggressive liquids containing oil and other petroleum products. In addition, industrial pumps for handling separated oil usually have high performance, reliability and long service life, which makes them indispensable equipment at oil facilities.
Characteristics of pumps for handling separated oil
Separated oil handling pumps have a number of important characteristics that must be taken into account when selecting them. These include high chemical resistance for handling aggressive liquids, special materials for manufacturing that provide resistance to corrosion and abrasion, and the ability to operate at elevated temperatures and pressures. In addition, pumps for handling separated oil are usually equipped with automatic control systems that ensure stable and efficient operation under various operating conditions.
Application of separated oil handling pumps
Separated oil handling pumps are widely used in oil facilities, including wells, refineries, storage facilities and terminals. They are used to pump separated oil from separators, storage facilities or tanks to transport systems, as well as to feed oil for further processing. Due to their high performance and reliability, separated oil handling pumps ensure the stability of oil production and refining processes.
Choosing a pump for handling separated oil
When selecting a separate oil handling pump, it is important to consider the specific needs and operating conditions of the facility. This includes the volume of oil to be pumped, the chemical composition and temperature of the liquid, as well as performance and safety requirements. In addition, financial aspects must be taken into account, including the cost of the pump, maintenance and repair costs, and its energy efficiency. A careful analysis of these factors will help you choose the most suitable pump for your application and ensure its efficient and safe operation throughout its lifetime.
IF YOU DON'T FIND THE RIGHT OPTION, DON'T HESITATE TO CALL US.
WE WILL HELP YOU TO FIND THE RIGHT EQUIPMENT.


