Pumps for Molasses and syrups
Molasses and syrup pumps are essential equipment in the food and beverage industry. They are specially designed for pumping viscous and sticky liquids such as molasses, syrups and sugar syrups with high efficiency and without loss of product quality. Industrial pumps for molasses and syrups ensure reliable operation at various stages of production, including moving the product from storage to the production line, mixing with other ingredients and packaging of finished products. They have special design features such as robust seals, high flow rates and corrosion resistance to ensure trouble-free operation even with the most viscous and aggressive liquids. Choosing the right pump for molasses and syrups is important to ensure efficient production and high quality end products.
TOP-7 Pumps for molasses and syrups + other products

Hygienic Series
Pneumatic diaphragm pumps of the hygienic series are made of polished stainless steel AISI 316L. The pumps are hermetically sealed, self-priming, and are designed primarily for pumping of slightly aggressive media, food and cosmetic products. They are used in those industries where there are increased requirements to hygiene, for example dairy production.

Rotary lobe pumps
Rotary Lobe Pumps are reliable and efficient solutions for pumping liquids in a wide range of industries that require reliable and wear-resistant technology.
Rotary Lobe Pumps are reliable thanks to its hygiene design, capable of pumping without damaging liquid’s structure, and depending on liquid’s viscosity, Rotary Lobe Pumps have the ability of generating pressure up to 12 Bar.

Hose pumps VPH series
The VPH series of peristaltic pumps with shoe technology is our updated peristaltic pump designed for high pressure applications up to 15 bar, with 14 sizes available in flow rates up to 150 m3/h. This is a heavy-duty industrial pump series designed for round-the-clock operation. We have combined the best available materials with clever design solutions to maximise uptime and minimise maintenance.
This pump summarises what we want to achieve: the best pumping solutions for our customers. Our design increases the simplicity and reliability of the pump.

Hose pumps N series
Peristaltic pumps of the N series (roller design) are self-priming peristaltic pumps with a seal-free design. The liquids are transported inside the hose and do not come into contact with any metal parts of the pump.
The pumps are characterised by extremely smooth pumping of the product, thus preventing the formation of emulsions or turbulence. All pumps can be supplied in monoblock versions connected to gearboxes, regulators, electric, diesel, pneumatic or hydraulic motors.
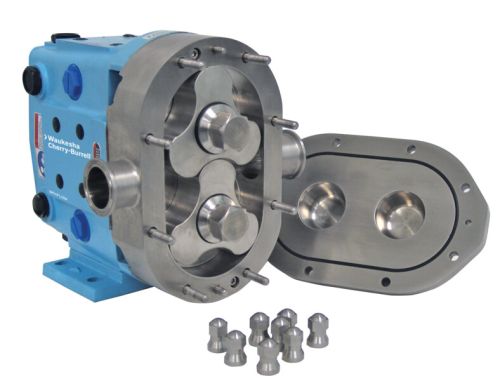
WAUKESHA lobe pumps
Waukesha lobe pumps are represented by two main series: Universal I and Universal II. They differ in operating pressure and some design features. The former operates at a pressure of 13.8 bar, and the latter at 34.5 bar. The Universal II models are equipped with a three-pin stationary seal. The pumps used in the food and pharmaceutical industries meet all hygiene and safety standards. For pharmaceutical equipment, a smooth internal surface is mandatory. For both series of pumps, all parts and structures can be rinsed.
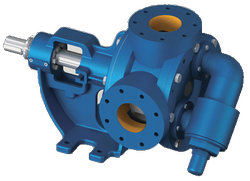
Internal eccentric gear pump
Internal gear pumps of the VD series are positive displacement pumps with a robust and simple design (only two moving parts). This type of design allows for efficient pumping of both liquid and clean media, as well as highly viscous abrasive media with inclusions (e.g. asphalt, chocolate, honey, etc.). The pumps can pump liquids with a viscosity of 100 ~ 1.000.000 cst. The pumps provide a uniform flow and high pressure. The following gear pump designs are available: without axial support, with axial support, in-line design, monoblock design, and high-speed design.

General industrial gear pumps
General purpose pumps are widely used in all areas of industrial production around the world due to their gentle handling of the fluid during pumping, as well as their simple and robust design and minimal maintenance. Thanks to the standard connection dimensions, the pumps can be combined with any motor and other drive elements that comply with NEMA or IEC standards.
Pumps for Molasses and syrups
Reliable equipment for pumping viscous liquids
Molasses and syrup pumps are specialized devices designed for pumping viscous and sticky liquids such as molasses, syrups and sugar syrups. They play a key role in food and beverage production, ensuring smooth operation at various stages of production.
Design features and operating principle
Industrial molasses and syrup pumps have special design features that allow them to work efficiently with viscous liquids. They are usually equipped with a powerful motor capable of providing sufficient pressure to move dense substances. In addition, they have reinforced seals and robust housings to withstand high loads and prevent leaks.
Advantages of use
The use of molasses and syrup pumps has a number of advantages for food manufacturers. They ensure high productivity and production efficiency, minimizing downtime and increasing overall productivity. They also reduce maintenance and repair costs thanks to their robust design.
 Choosing the right pump
Choosing the right pump
When choosing a pump for molasses and syrups, it is important to consider a number of factors such as the volume of the product to be pumped, its viscosity, operating pressure and temperature, and the hygiene requirements of the process. Industrial pumps are available in different types and models, specially designed for different operating conditions, so the right choice will help ensure optimum performance and durability of the equipment.
IF YOU DON'T FIND THE RIGHT OPTION, DON'T HESITATE TO CALL US.
WE WILL HELP YOU TO FIND THE RIGHT EQUIPMENT.


