Pumps for Bakery
Bakery pumps play an important role in ensuring the smooth production of bakery products. They are used for mixing and feeding ingredients, as well as for creating a certain consistency of dough. Industrial bakery pumps need to be reliable and efficient, able to operate in harsh production environments. They ensure accurate dosing of ingredients and maintain a high level of productivity. Bakery pumps are offered by different manufacturers with different features and capabilities to meet the specific needs of the bakery. Reliable operation of bakery pumps ensures consistent product quality and increases production efficiency.
TOP-11 Pumps for bakery + other products

Rotary lobe pumps
Rotary Lobe Pumps are reliable and efficient solutions for pumping liquids in a wide range of industries that require reliable and wear-resistant technology.
Rotary Lobe Pumps are reliable thanks to its hygiene design, capable of pumping without damaging liquid’s structure, and depending on liquid’s viscosity, Rotary Lobe Pumps have the ability of generating pressure up to 12 Bar.

Rotary lobe pump DW
The DW pump series is the newest series of SPX FLOW rotary lobe pumps. No other cam pump on the market today offers such a wide range of functions in one pump. DW pump models are hygienic and meet all the requirements of industrial standards 3-A and EHEDG. All parts in contact with the product are made of AISI 316L stainless steel and the elastomers meet FDA requirements.
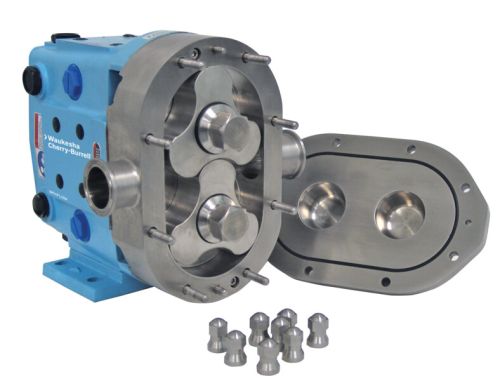
WAUKESHA lobe pumps
Waukesha lobe pumps are represented by two main series: Universal I and Universal II. They differ in operating pressure and some design features. The former operates at a pressure of 13.8 bar, and the latter at 34.5 bar. The Universal II models are equipped with a three-pin stationary seal. The pumps used in the food and pharmaceutical industries meet all hygiene and safety standards. For pharmaceutical equipment, a smooth internal surface is mandatory. For both series of pumps, all parts and structures can be rinsed.

Centrifugal pump W +
W+ is a comprehensive range of premium sanitary end-suction centrifugal pumps designed with maximum operating benefits and minimal life cycle costs in mind. Energy-saving sanitary centrifugal pumps of the W+ series are characterized by increased reliability and a high level of hygiene. The pump series consists of 17 standard models.

Hygienic Series
Pneumatic diaphragm pumps of the hygienic series are made of polished stainless steel AISI 316L. The pumps are hermetically sealed, self-priming, and are designed primarily for pumping of slightly aggressive media, food and cosmetic products. They are used in those industries where there are increased requirements to hygiene, for example dairy production.

Internal gear pumps
Our gear pump ranges are available in capacities from micro litres per hour to 350 m³/h. Maximum discharge pressures range from 8.7 to 150 bar, depending on the required capacity and the characteristics of the fluid to be pumped.
All of our gear pumps provide smooth, pulse-free, precise volumetric pumping over a wide range of temperatures and viscosities, from thin liquids to high viscosity liquids.
With a selection of wetted materials and shaft sealing options, we can offer you the right option for your application.

Hygienic Progressive Cavity Pump
The hygienic screw pumps are specially designed for use in the food, cosmetics and beverage industries. The pumps have a simple design, which greatly simplifies their cleaning. All metal parts in contact with the pumped product are made of SS304 / SS316 stainless steel. For the transport of materials with high viscosity, pumps with a wide discharge hopper are designed.

Flexible impeller pumps
The MENC-INOX industrial pumps are pumps with a flexible stainless steel impeller. The impeller deforms inside the stainless steel casing to provide fast suction of up to 5 m and constant and accurate liquid transfer. In addition, the low speed makes this pump suitable for pumping liquids and media containing solids that require careful handling. Due to the low speed, pumping is carried out without harmful foaming of the emulsion, the so-called "shear effect".

Hose pumps VPH series
The VPH series of peristaltic pumps with shoe technology is our updated peristaltic pump designed for high pressure applications up to 15 bar, with 14 sizes available in flow rates up to 150 m3/h. This is a heavy-duty industrial pump series designed for round-the-clock operation. We have combined the best available materials with clever design solutions to maximise uptime and minimise maintenance.
This pump summarises what we want to achieve: the best pumping solutions for our customers. Our design increases the simplicity and reliability of the pump.

Hose pumps N series
Peristaltic pumps of the N series (roller design) are self-priming peristaltic pumps with a seal-free design. The liquids are transported inside the hose and do not come into contact with any metal parts of the pump.
The pumps are characterised by extremely smooth pumping of the product, thus preventing the formation of emulsions or turbulence. All pumps can be supplied in monoblock versions connected to gearboxes, regulators, electric, diesel, pneumatic or hydraulic motors.

Stainless steel centrifugal monoblock pumps
ASCO PUMPS offers industrial pumps for the food, cosmetics, pharmaceutical, petrochemical and electroplating industries. All products are manufactured using advanced technologies by cold pressing. This production method allows the pumps to operate in difficult conditions, with an extended and guaranteed service life. The main distinguishing feature of the products is that thicker sheets of 4 mm thick AISI 304/316 stainless steel are used in the production process. This guarantees a long service life of the pumping units. Another important factor is that the corrosion resistance of parts made of stainless steel obtained by cold pressing from rolled products has been significantly increased.
 Pumps for Bakery
Pumps for Bakery
Bakery pumps play an important role in ensuring the smooth production of bakery products. They are used for mixing and feeding ingredients, as well as for creating a certain consistency of dough. Industrial bakery pumps need to be reliable and efficient, able to operate in harsh production environments. They ensure accurate dosing of ingredients and maintain a high level of productivity.
Features of the choice
There are several key parameters to consider when choosing a bakery pump. Firstly, it is the pump's performance, which must meet the needs of a particular enterprise. It is also important to pay attention to the material of the pump to ensure that it is hygienic and safe for use in the food industry.
Advantages of industrial pumps
Industrial bakery pumps have a number of advantages over conventional pumps. Firstly, they are specially designed to work in food production environments and ensure a high level of hygiene. In addition, industrial pumps typically have a higher capacity and a longer service life, which reduces maintenance and replacement costs.
 Industrial pumps for the bakery
Industrial pumps for the bakery
There are several key parameters to consider when choosing a pump for a bakery. It is important to consider the pump's performance, hygiene, reliability and energy efficiency. It is also worth paying attention to the ability to customize and adjust the pump's operation to meet production requirements.
Conclusion
Bakery pumps are an important piece of equipment that ensures the smooth production of bakery products. When choosing a pump, it is necessary to take into account its performance, hygiene, reliability and energy efficiency to ensure the efficient operation of the enterprise.
IF YOU DON'T FIND THE RIGHT OPTION, DON'T HESITATE TO CALL US.
WE WILL HELP YOU TO FIND THE RIGHT EQUIPMENT.


