Pumps for Beer
Beer pumps are specialised equipment designed to pump beer liquid in various production processes of the brewing industry. They play a key role in the beer production process by ensuring efficient circulation and mixing of wort, transferring liquid between different tanks and containers, as well as filtering and packaging of the finished product. Beer pumps have special characteristics, such as materials resistant to corrosion and chemicals, special seals and valves to prevent singing and leakage, as well as the ability to adjust the speed and pressure of the pumped liquid. They are widely used in breweries of all sizes - from small craft breweries to large industrial plants - and play an important role in ensuring high quality and consistency of beer. When selecting beer pumps, it is important to consider the performance requirements, characteristics of the ingredients used, the size and scale of the production, as well as compliance with food safety and hygiene standards.
TOP-9 Pumps for beer + other products

Hose pumps VPH series
The VPH series of peristaltic pumps with shoe technology is our updated peristaltic pump designed for high pressure applications up to 15 bar, with 14 sizes available in flow rates up to 150 m3/h. This is a heavy-duty industrial pump series designed for round-the-clock operation. We have combined the best available materials with clever design solutions to maximise uptime and minimise maintenance.
This pump summarises what we want to achieve: the best pumping solutions for our customers. Our design increases the simplicity and reliability of the pump.

Hose pumps N series
Peristaltic pumps of the N series (roller design) are self-priming peristaltic pumps with a seal-free design. The liquids are transported inside the hose and do not come into contact with any metal parts of the pump.
The pumps are characterised by extremely smooth pumping of the product, thus preventing the formation of emulsions or turbulence. All pumps can be supplied in monoblock versions connected to gearboxes, regulators, electric, diesel, pneumatic or hydraulic motors.

Hygienic Series
Pneumatic diaphragm pumps of the hygienic series are made of polished stainless steel AISI 316L. The pumps are hermetically sealed, self-priming, and are designed primarily for pumping of slightly aggressive media, food and cosmetic products. They are used in those industries where there are increased requirements to hygiene, for example dairy production.

Rotary lobe pump R
The R-series pump is ideal for the type of application where pumps with metal rotors will not work effectively. When you need to strip clean your pump because the product will not wash out by using a normal CIP process such as meat processing, the R pump overcomes this problem by its simple robust design. The R pump design utilities a floating rotor without rotor nuts. Rotors are interchangeable and can only be fitted in one position due to a specially modified square shaft.

Centrifugal pump W +
W+ is a comprehensive range of premium sanitary end-suction centrifugal pumps designed with maximum operating benefits and minimal life cycle costs in mind. Energy-saving sanitary centrifugal pumps of the W+ series are characterized by increased reliability and a high level of hygiene. The pump series consists of 17 standard models.
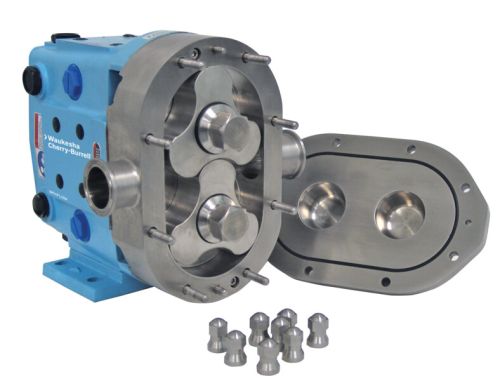
WAUKESHA lobe pumps
Waukesha lobe pumps are represented by two main series: Universal I and Universal II. They differ in operating pressure and some design features. The former operates at a pressure of 13.8 bar, and the latter at 34.5 bar. The Universal II models are equipped with a three-pin stationary seal. The pumps used in the food and pharmaceutical industries meet all hygiene and safety standards. For pharmaceutical equipment, a smooth internal surface is mandatory. For both series of pumps, all parts and structures can be rinsed.

Valves and control units
Valves are the most important components of every plant. APV offers a wide range of sanitary valves, including butterfly, single-seat and double-seat valves. Additional special valves are also available, such as control, check, constant pressure and integrated safety valves. APV valves are designed to meet the ever-increasing demands for: free product flow, flow control, safe separation of liquids, and perfect cleaning.

Plate heat exchangers - sanitary version
Sanitary applications place unique demands on solids handling, product integrity, thorough cleaning, high efficiency and minimal downtime. With more than 60 different plate sizes to choose from, as well as technologies such as Energy-saver, Energy-saver+, Duraflow and Easyflow, APV ensures that your process requirements are met with the best possible solution. Solutions that minimise energy consumption by increasing heat transfer efficiency. Solutions that reduce plate fouling and provide easy equipment maintenance - all to minimise downtime and keep your process running smoothly.

Tubular heat exchanger - ParaTube
In some cases, tubular heat exchangers are used for pasteurization and sterilization of dairy products. Unlike plate heat exchangers, these heat exchangers have no contact points in the product channel and can therefore be used to handle products whose particles are limited to a certain size. The maximum particle size depends on the pipe diameter. When operating in sterilization mode, a tube heat exchanger is less likely to need to be stopped for cleaning than a plate heat exchanger. In terms of heat transfer, a tube heat exchanger is less efficient than a plate heat exchanger.

Beer pumps: important equipment in the brewing industry
Advantages of using beer pumps
Beer pumps are important equipment required for various stages of beer production. They play a key role in pumping liquid between different tanks and containers, circulation and mixing of wort, as well as filtration and packaging of the finished product. The use of specialized beer pumps ensures the efficiency and safety of production processes and helps to maintain the high quality of the final product.
Characteristics of industrial beer pumps
Industrial beer pumps have a number of features that make them an ideal choice for the brewing industry. They are made of materials that are resistant to beer and chemicals, which ensures durability and reliability. They are also equipped with special seals and valves to prevent singing and leakage, and have the ability to adjust the speed and pressure of the pumped liquid.

Application of beer pumps in different production scales
Beer pumps find a wide range of applications in breweries of all sizes, from small craft breweries to large industrial plants. They are used in various stages of production including mashing, wort brewing, filtration, cooling and packaging of beer. Due to their versatility and reliability, beer pumps are an integral part of the production process and guarantee a consistent quality of the final product.
Selecting the right pump for your brewery
When choosing a beer pump, a number of factors need to be considered, such as performance, characteristics of the ingredients used, size and scale of production, as well as hygiene and safety requirements. A properly selected pump will ensure efficient and safe performance of all tasks at different stages of beer production.
IF YOU DON'T FIND THE RIGHT OPTION, DON'T HESITATE TO CALL US.
WE WILL HELP YOU TO FIND THE RIGHT EQUIPMENT.


