Pumps certified EHEDG
EHEDG-certified pump is a pumping equipment that meets the highest standards of hygiene and safety in the food industry. The EHEDG certification confirms that the pumps have the special design and materials required to prevent product contamination and ensure safe operation in food contact. These pumps are a reliable and efficient solution for handling foodstuffs in compliance with high hygiene standards.
TOP-11 Pumps certified EHEDG + other products

Single-seat valve MS4/MSP4
The MS4 and MSP4 aseptic single seat valve series are designed for applications in the food, beverage, dairy, pharmaceutical and chemical industries. These valves are available in shut-off, change over, and tank outlet configurations.

Double Seat Mixproof Valve DE3

Flex-Mix™ Instant
Flex-Mix™ Instant is a high-performance vacuum process unit suitable for use in a variety of industrial applications. It is designed to recombine, dissolve and disperse powdered products in liquids using high shear rate vacuum mixing.
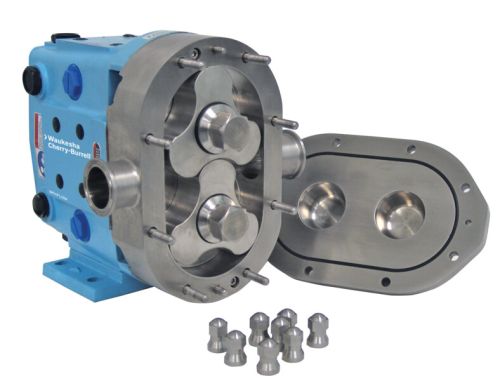
WAUKESHA lobe pumps
Waukesha lobe pumps are represented by two main series: Universal I and Universal II. They differ in operating pressure and some design features. The former operates at a pressure of 13.8 bar, and the latter at 34.5 bar. The Universal II models are equipped with a three-pin stationary seal. The pumps used in the food and pharmaceutical industries meet all hygiene and safety standards. For pharmaceutical equipment, a smooth internal surface is mandatory. For both series of pumps, all parts and structures can be rinsed.

Butterfly valve SV/SVS
The DELTA SV/SVS butterfly valves are manually or pneumatically operated shut-off valves. The valves are very robust and reliable and their compact design makes them ideal for almost all applications. The valve is very easy to install and maintain.

Single-seat valve SW4
When designing this valve, great care was taken to make it easy to handle, install and maintain.
Its hygienic design makes it ideal for use in the dairy, beverage and brewing industries as well as in the chemical and pharmaceutical industries.
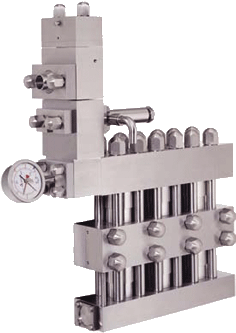
Rannie Three-Piece valve housing
Modular design consisting of a three-piece valve body and individual cylinders (3 IFI 5). The three blocks around the pump valves have a very simple and user-friendly design which, together with the individual cylinders, provide very high pressures.

Rotary lobe pump R
The R-series pump is ideal for the type of application where pumps with metal rotors will not work effectively. When you need to strip clean your pump because the product will not wash out by using a normal CIP process such as meat processing, the R pump overcomes this problem by its simple robust design. The R pump design utilities a floating rotor without rotor nuts. Rotors are interchangeable and can only be fitted in one position due to a specially modified square shaft.

Flex-Mix™ ТРМ
Flex-Mix ™ ТРМ - is a mixer used for mixing powders and liquids in the production of dairy products, sugar syrups, brines, etc.

Rotary lobe pump DW
The DW pump series is the newest series of SPX FLOW rotary lobe pumps. No other cam pump on the market today offers such a wide range of functions in one pump. DW pump models are hygienic and meet all the requirements of industrial standards 3-A and EHEDG. All parts in contact with the product are made of AISI 316L stainless steel and the elastomers meet FDA requirements.

Centrifugal pump W +
W+ is a comprehensive range of premium sanitary end-suction centrifugal pumps designed with maximum operating benefits and minimal life cycle costs in mind. Energy-saving sanitary centrifugal pumps of the W+ series are characterized by increased reliability and a high level of hygiene. The pump series consists of 17 standard models.

EHEDG Certified Pumps
EHEDG certified pumps are specialized pumping equipment that meets high standards of hygiene and safety in the food industry. EHEDG certification ensures that the pumps have a special design and materials that prevent product contamination and operate safely in food contact conditions.
Benefits of EHEDG certified pumps
- High hygiene and safety standards, meeting the requirements of the food industry
- Special design and materials that prevent product contamination
- Reliability and efficiency when pumping food
- Compliance with EHEDG requirements and standards for safe operation in food contact conditions
EHEDG certified industrial pumps
EHEDG certified industrial pumps are a reliable and efficient solution for pumping food products while maintaining high hygiene standards. They are widely used in the food industry, pharmaceuticals and other industries where it is important to ensure the safety and quality of the products being pumped.
 Key features of EHEDG certified pumps
Key features of EHEDG certified pumps
- Special design and materials to prevent contamination and ensure hygiene
- Compliance with EHEDG standards and food industry requirements
- Reliability and efficiency when working with food products
- Easy maintenance and ease of operation in production conditions
IF YOU DON'T FIND THE RIGHT OPTION, DON'T HESITATE TO CALL US.
WE WILL HELP YOU TO FIND THE RIGHT EQUIPMENT.


